English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

Emma Technology Co., Ltd. ist einer der führenden professionellen Hersteller von Präzisionsmetallteilen in China, gegründet in 2006.
Prozesseinführung: Metallprägen ist eine Metallverarbeitungsmethode, die auf der plastischen Verformung von Metall basiert. Es verwendet Formen und Stanzgeräte, um Druck auf das Blech auszuüben, verursacht plastische Verformung oder Trennung des Blechs, wodurch Teile (Stanzteile) mit bestimmter Form, Größe und Leistung erhalten. Die Stanztechnik spielt eine wichtige Rolle im Herstellungsprozess von Karosserien.
Metallstanzen kann verwendet werden, um flache konkave Metallformen zu verarbeiten, und die Verarbeitungsanforderungen an Formen sind relativ hoch, und dieser Prozess ist nur für die Großserienproduktion geeignet. Dieser Prozess hat eine hohe Präzision in der Verarbeitung und es gibt keine signifikante Änderung der Materialdicke. Wenn das Verhältnis zwischen Tiefe und Durchmesser abnimmt, ist der Bearbeitungsprozess dem Tiefziehen sehr ähnlich, und keiner dieser Bearbeitungsprozesse reduziert die Dicke des Materials erheblich.
Die Serienfertigung von Teilen erfordert den umfassenden Einsatz mehrerer Umform- und Schneidprozesse auf Basis von progressiven Werkzeugen. Eine Reihe von Formen sind für die schnelle Verarbeitung unerlässlich. Während des Prozesses der Bearbeitung von Teilen ist es manchmal notwendig, eine zweite Operation an den zuvor geformten Teilen durchzuführen. Einige Teile erfordern möglicherweise 5 oder mehr Operationen, was die Menge der Prozesse widerspiegelt. Dieses Verfahren kann Bleche in zylindrische, konische und halbkugelförmige Formen verarbeiten. Die häufige Kombination von Stanzen und Pressen im Prozess gibt dem gesamten Design eine große Auswahl, wie zum Beispiel bei der Bearbeitung von Flanschkanten, asymmetrischen Rädern und Formen mit Perforationen, die Besonderheiten dieses Verfahrens hervortreten.
Technische Beschreibung 000 @.000
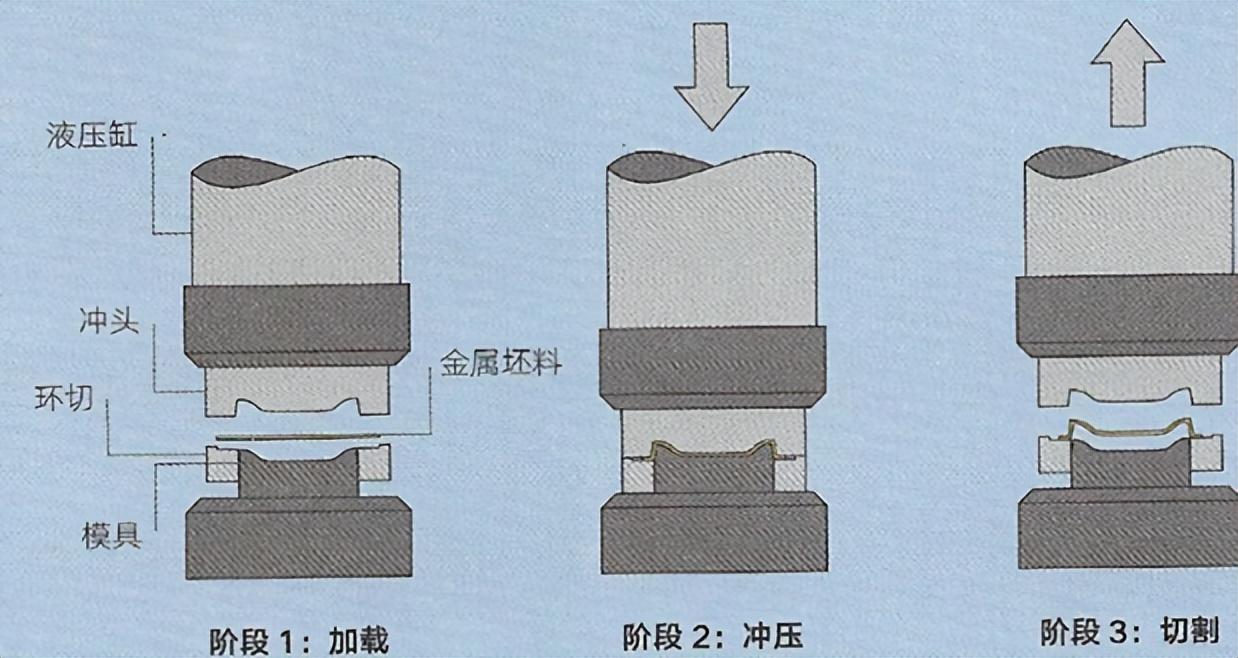
Metallstanzen ist ein spezifischer Prozess, der auf einer Stanzmaschine durchgeführt wird, der Kraft auf den Stempel durch einen Hydraulikzylinder oder eine mechanische Vorrichtung (wie eine Nockenpresse) überträgt. Im Allgemeinen werden Hydraulikzylinder gewählt, weil sie über den gesamten Stanzzyklus gleichmäßigen Druck haben, und diejenigen, die mechanische Vorrichtungen verwenden, haben auch einen Platz in der metallverarbeitenden Industrie.
Stanzen und Formen sind spezialisiert und führen in der Regel nur einen einzigen Vorgang des Umformens oder Stanzen aus. Im Betrieb werden meist Metallknüppel auf die Werkbank geladen. Dann spannen Sie den Stempel ein und schließen Sie den Umformprozess des Teils in einem Hub ab.
Nachdem die Formgebung abgeschlossen ist, bewegt sich der Stripper nach oben und wirft das Teil aus, an welcher Stelle das Teil entfernt wird. Manchmal ist das Umformen von Teilen ein kontinuierlicher Prozess, und nach der Verarbeitung muss es auch einen Stanzprozess durchlaufen. Dies ist allgemein als kontinuierlicher Formverarbeitungs- und Umformprozess bekannt.
Unter diesen Bearbeitungsbedingungen werden die bearbeiteten Metallteile in die nächste Bearbeitungsstufe auf dem Werktisch übertragen. Dieser Prozess kann manuell oder über Transferspuren bedient werden. Die meisten Systeme sind automatisiert und bieten hohe Verarbeitungsgeschwindigkeiten. Der nächste Schritt kann Druckverarbeitung, Stanzen, Wickeln oder andere sekundäre Bearbeitung umfassen.
Die typische Anwendung der Stanzverarbeitung ist sehr umfangreich. Die überwiegende Mehrheit der großflächigen Metallverarbeitungsprozesse in der Automobilindustrie ist Stanzen oder Extrusion, einschließlich Karosserien, Türverkleidungen und Verkleidungen.
Dieses Verfahren wird für die Verarbeitung von Metallkameragehäusen, Mobiltelefonen, TV-Gehäusen, Haushaltsgeräten und MP3-Playern verwendet. Auch Küchen- und Bürogeräte, Werkzeuge und Messer nutzen diesen Prozess. Die äußere Form und innere Struktur der Teile können mit diesem Verfahren bearbeitet werden.
Die Kleinserienfertigung von Teilen mit verwandten Prozessen erfolgt durch Blechbearbeitung, Metallspinnen oder Biegen. Diese Prozesse können Formen produzieren, die dem Metallstanzen ähnlich sind, erfordern aber relativ hohe Arbeitskenntnisse.
Obwohl Stanz- und Tiefziehverfahren ähnlich sind, gibt es nach wie vor erhebliche Unterschiede. Wenn die Tiefe des Teils größer als 1/2 des Durchmessers ist, muss das Teil verlängert werden, um die Wandstärke zu reduzieren. Dies erfordert einen schrittweisen und langsamen Betrieb, um übermäßiges Dehnen und Reißen des Materials zu vermeiden.
Superplastische Umformung kann einfache Operationen verwenden, um größere und tiefere Teile zu produzieren. Diese Verarbeitung beschränkt sich jedoch auf Aluminium, Magnesium und Titan, da das Material eine Superplastizität aufweisen muss.
Die Metallprofile, die durch Verarbeitungsqualität gebildet werden, kombinieren die Duktilität und Festigkeit der Metallmaterialien der Teile und erhöhen die Steifigkeit und Helligkeit.
Sind die Anforderungen an die Oberflächenwirkung nicht besonders streng, müssen die Teile nach der Verformung nur leicht mit Graten behandelt werden. Sandstrahlen wird verwendet, um Oberflächenrauheit zu reduzieren. Teile können auch durch Pulversprühen, Lackieren oder Galvanisieren weiterverarbeitet werden.
Dies sind Verfahren zur schnellen und genauen Herstellung flacher konkaver Formen mit Blech. Kreise, Quadrate und Polygone können diesen Prozess verwenden.
Dünnwandige Teile können die Festigkeit der Teile durch Hinzufügen von Rippen erhöhen, und dies kann Gewicht und Verarbeitungskosten senken. Mit der Wahl einer geeigneten Form können Profile mit Verbundkurven und komplexen Oberflächen bearbeitet werden. Ein ähnlicher Prozess, um diesen Job zu erledigen, ist die Blechbearbeitung, erfordert aber hochqualifizierte Arbeitskräfte. Weiche Formen können auf Blechbearbeitung und Metallstanzen angewendet werden. Eine Seite dieser Form besteht aus starrem Gummi, der genügend Druck ausüben kann, um einen Metallknüppel auf dem Stempel zu bilden.
Bemessungsgrundlagen: Das Stanzen erfolgt auf einer vertikalen Achse. Daher wird bei der zweiten Stanzung der konkave Winkel gebildet. Das sekundäre Stanzen umfasst Druckverformung, Schneidverlängerung und Curling.
Der erste Stanzvorgang kann den Durchmesser des defekten Materials nur um 30%. Dauerbetrieb kann den Durchmesser um 20%.reduzieren Das bedeutet, dass die Bearbeitung einiger Teile eine bestimmte Anzahl kontinuierlicher Stanzungen erfordert.
In der Tiefziehtechnik ist der Prozess oft durch die Verarbeitungskapazität der Maschine begrenzt: Die Größe des Maschinenbettes bestimmt die Größe des Knüppels und der Hub bestimmt die Dehnlänge. Der Bearbeitungszyklus wird durch den Hub und die Komplexität der Teile bestimmt.
Die Dicke des gestanzten Edelstahls reicht von 0.4 bis 2mm, und es ist möglich, bis zu 6mm dicke Platten zu verarbeiten, aber es wird von der Form und Form beeinflusst.
Viele Bleche, wie Kohlenstoffstahl, Edelstahl, Aluminium, Magnesium, Schüssel, Kupfer, Messing und Zink, können mit diesem Verfahren verarbeitet werden.
Die Bearbeitungskosten sind relativ hoch aufgrund der Notwendigkeit von hochfesten Metallformen während der Verarbeitung. Halbsteife Gummiformen haben geringere Kosten, benötigen aber dennoch einseitige Metallwerkzeuge und sind nur für Kleinserienfertigung geeignet.
Der Verarbeitungszyklus ist sehr kurz, und 1 bis 100 Teile können innerhalb von einer Minute verarbeitet werden. Das Auswechseln und Einrichten von Formen erfordert eine gewisse Zeit.
Die Arbeitskosten sind aufgrund des hohen Automatisierungsgrades relativ niedrig. Polieren und Polieren wird die Arbeitskosten deutlich erhöhen.
Alle Abfallstoffe können aufgrund der Umweltbelastung recycelt werden. Langlebige Artikel können mit Metallstanztechnologie hergestellt werden.