English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

Zusammenfassung:
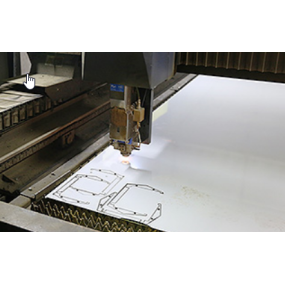
Qualitätsanforderungen an die Bearbeitung von CNC-Drehmaschinen:
1. Angemessener Einsatz von Messern. Leichte Messer für die Verarbeitung von Stahl und Kupfer sollten streng differenziert werden, und das Gleichgewicht der leichten Messer sollte angemessen sein, so dass die Glätte des Werkstücks und die Lebensdauer des Werkzeugs wird besser sein.
2. Prüfen Sie vor der Bearbeitung anhand einer Kalibrierungstabelle, ob das Werkzeug innerhalb des zulässigen Toleranzbereichs schwingt. Messerkopf und Verschlussdüse sollten vor dem Beladen des Messers mit einer Luftpistole sauber geblasen oder mit einem Tuch abgewischt werden. Eine zu starke Verschmutzung hat gewisse Auswirkungen auf die Genauigkeit und Qualität des Werkstücks.
3. Achten Sie beim Spannen darauf, ob Name und Modell des Werkstücks und des Programmblatts übereinstimmen, ob die Materialgröße übereinstimmt, ob die Spannhöhe hoch genug ist und wie viele Bremssättel verwendet werden.
 4. Das Programmblatt sollte mit der Richtung des von der Form markierten Bezugswinkels übereinstimmen, und überprüfen Sie dann, ob die obere 3D-Zeichnung korrekt ist, insbesondere das mit Wasser gebohrte Werkstück, stellen Sie sicher, dass die 3D-Zeichnung mit dem Wassertransport des Werkstücks übereinstimmt. Bei Verwirrung geben Sie bitte dem Programmierer eine Rückmeldung oder bitten Sie den Monteur, die 2D-Zeichnung rechtzeitig zu überprüfen, um zu sehen, ob die 2D- und 3D-Bezugswinkel übereinstimmen.
4. Das Programmblatt sollte mit der Richtung des von der Form markierten Bezugswinkels übereinstimmen, und überprüfen Sie dann, ob die obere 3D-Zeichnung korrekt ist, insbesondere das mit Wasser gebohrte Werkstück, stellen Sie sicher, dass die 3D-Zeichnung mit dem Wassertransport des Werkstücks übereinstimmt. Bei Verwirrung geben Sie bitte dem Programmierer eine Rückmeldung oder bitten Sie den Monteur, die 2D-Zeichnung rechtzeitig zu überprüfen, um zu sehen, ob die 2D- und 3D-Bezugswinkel übereinstimmen.
5. Die Programmliste sollte normalisiert werden, einschließlich der Formnummer, des Namens, des Programmnamens, des Bearbeitungsinhalts, der Werkzeuggröße, des Vorschubs, der Menge, insbesondere der sicheren Länge der Werkzeugklemmung, der reservierten Zulage für jedes Programm und des leichten Messers. Es sollte deutlich angegeben werden, dass die Stelle, an der die R-Oberfläche und die Ebene verbunden werden sollen, auf der Programmliste angegeben werden sollte. Der Bediener sollte die Bearbeitungszeit um 0,02 ~ 0,05MM erhöhen, um zuerst zu verarbeiten. Halten Sie an, wenn der Gong für ein paar Messer verwendet wird, um zu sehen, ob er angeschlossen ist. Berühren Sie mit der Hand, ob er startet. Wenn dies nicht der Fall ist, senken Sie den Gong.
6. Auf dem Programmblatt muss eine 2D- oder 3D-Zeichnung vorhanden sein, und die sechseckigen Daten "X-Länge, Y-Breite und Z-Höhe" sollten markiert werden. Wenn es eine Ebene gibt, sollte der Wert "Z" markiert werden. Für den Bediener ist es praktisch, nach der Verarbeitung zu überprüfen, ob die Daten korrekt sind. Wenn es Toleranzen gibt, sollten die Toleranzdaten angegeben werden.
7. Die Bearbeitungsgeschwindigkeit von Werkzeugmaschinen sollte vom Bediener streng kontrolliert werden. Die F-Drehzahl und die S-Spindeldrehzahl sollten vernünftig aufeinander abgestimmt werden. Wenn die F-Drehzahl schnell ist, sollte sie relativ zur S-Spindel beschleunigt werden. Wenn es in verschiedenen Bereichen eine Vorschubgeschwindigkeit gibt, muss diese angepasst werden. Überprüfen Sie nach der Bearbeitung die Qualität vor dem Aussteigen, um eine perfekte Bearbeitung auf einmal zu erreichen.