English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

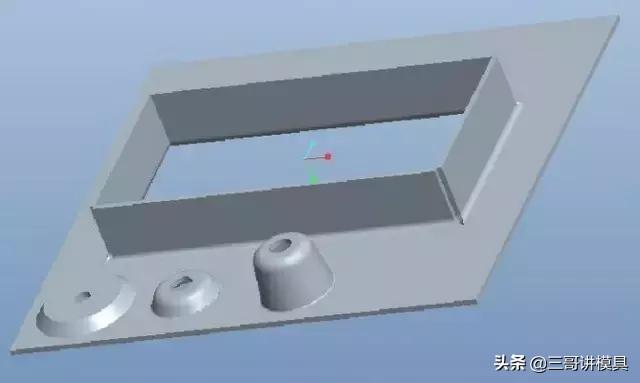
Was ist ein Blechteil? Blechteile sind ein umfassender Kaltbearbeitungsprozess für Bleche (normalerweise weniger als 6mm), der Schneiden, Stanzen/Schneiden/Verbundwerkstoff, Falten, Schweißen, Nieten, Spleißen und Umformen umfasst, um Komponenten zu produzieren

Eigenschaften:
1. Gleichmäßige Dicke. Für ein Teil ist die Dicke aller Teile konsistent
2. Leichtes Gewicht, hohe Festigkeit, Leitfähigkeit, niedrige Kosten und gute Leistung in der Großserienproduktion
Verfahrenstechnik
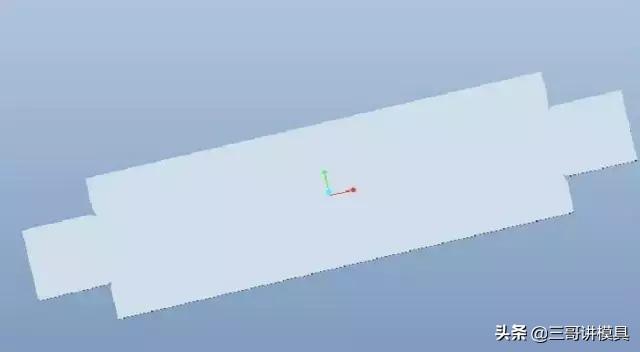
1. Schneiden
Die Ausrüstung, die im Scherprozess verwendet wird, ist eine Schermaschine, die ein Blech in eine Grundform schneiden kann. Nachteile: Die Genauigkeit ist durchschnittlich, es gibt Grate im Schnitt, und die Schnittform ist einzeln, die alle einfache Rechtecke oder andere einfache Formen sind, die aus geraden Linien bestehen.
Vor dem Schneiden ist es notwendig, die ungefaltete Größe der Teile zu berechnen. Die ungefaltete Größe bezieht sich auf Biegeradius, Biegewinkel, Blechmaterial und Blechdicke.
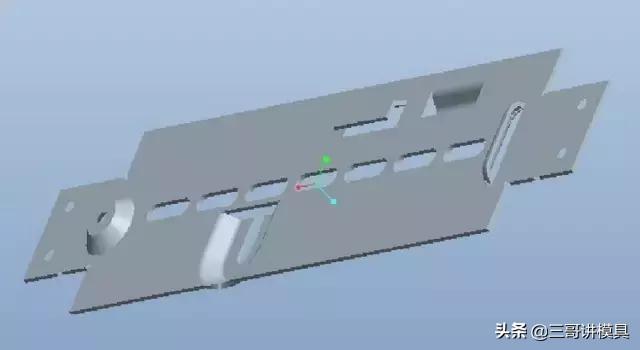
2. Eile
Die Ausrüstung für Stanzprozess ist eine Stanzmaschine, die das geschnittene Material weiter verarbeiten und formen kann. Das Stanzen verschiedener Formen erfordert verschiedene Formen, gängige Formen umfassen runde Löcher, längliche Löcher und Vorsprünge; Hohe Genauigkeit.
Boss: Das Material sollte nicht entfernt werden, und die Höhe der Boss ist begrenzt, was mit dem Material des Brettes, der Dicke des Brettes und dem Winkel der Bossneigung zusammenhängt.
Es gibt viele Arten von Vorsprüngen, einschließlich Wärmeableitungslöcher, Installationslöcher usw. Aufgrund des Einflusses des Biegens wird der Abstand zwischen der Kante des Designlochs und der Kante der Platte und der Biegekante begrenzt sein
3. Laserschneiden
Verarbeitungsausrüstung: Laserschneidmaschine
Für Materialien, die nicht durch Schneiden oder Stanzen entfernt werden können, oder für Platten mit hoher Härte, die anfällig sind, die Form zu beschädigen, wie solche mit abgerundeten Ecken, oder wenn es keine fertige Form zum Stempeln der erforderlichen Form gibt, kann Laserschneiden verwendet werden, um die Formgebung des Materials vor dem Biegen abzuschließen
Vorteile: Schneiden ohne Grate, hohe Präzision, fähig, jede Form zu schneiden, wie Blätter, Blumen, etc; Nachteil: Hohe Prozesskosten
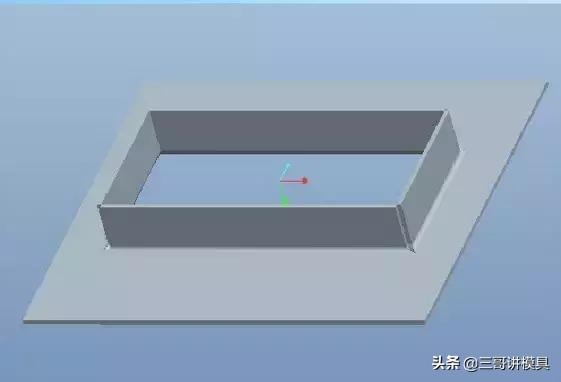
4. Biegen

Verarbeitungsausrüstung: Biegemaschine, Walzmaschine
Sie können Bleche in die gewünschte Form falten oder rollen, d. h. den Umformprozess von Bauteilen; Der Prozess der Formung der gewünschten Form durch Kaltpressen eines Blechs mit den oberen und unteren Klingen einer Biegemaschine wird Biegen genannt.
Biegen ist der letzte Schritt bei der Umformung von Blechteilen. Es gibt mehrere Punkte zu beachten, wenn die Teile entfaltet und in Form gebogen werden können. Im Folgenden wird der Editor sie jedem erklären.
1. Materialmangel, wie in der Abbildung unten gezeigt. Der Vorsprung ist zu hoch und übersteigt die Duktilität des Materials. Der Vorsprung wird im Allgemeinen verwendet, um die Installationsgröße zu erhöhen oder Installationskonflikte zu vermeiden. Daher muss der Vorsprung gemacht werden, ohne die innere Struktur des Materials zu ändern und die strukturelle Festigkeit zu beeinflussen. Zum Beispiel ist der Winkel zwischen dem konvexen Kegel und der Bezugsebene 45, und die Höhe ist 3-mal die Dicke der Platte
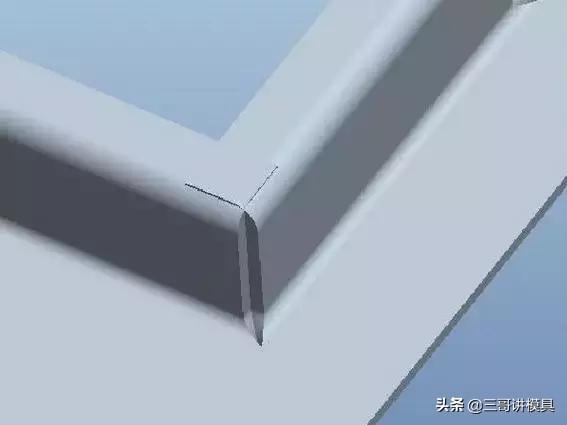
2. Redundante Materialien: Redundante Materialien haben oft mehrere geschlossene Biegekanten, die oft durch Prozessfehler oder Zeichnungsfehler verursacht werden
3. Biegebeschränkungen: Die meisten Biegemaschinen haben bestimmte Einschränkungen beim Biegen
Einseitige Höhe: Die Größe der Biegemaschine und die Höhe der Schneide können mit einem mehrseitigen Großwinkelbiegeverfahren bestimmt werden
Bilaterale Höhe: nicht größer als die maximale Höhe einer Seite. Zusätzlich zu allen Einschränkungen der Höhe einer Seite wird sie auch durch die untere Kante begrenzt: Biegehöhe 4.Da Blechteile durch Biegen eines dünnen Blechs gebildet werden, wird der Kontakt zwischen den gebogenen Kanten nicht versiegelt und es gibt keine starre Verbindung. Wenn nicht behandelt, beeinflusst es die Festigkeit. Die übliche Behandlungsmethode ist Schweißen. Die technischen Anforderungen an die Zeichnung umfassen: Schweißwinkel, Schweißwinkel und Rundung 5. Oberflächenbehandlung Aufgrund der dünnen Dicke der Blechteile sind sie nicht für Feuerverzinkung geeignet. Häufige Oberflächenbehandlungsmethoden umfassen Phosphatieren und elektrostatisches Spritzen, und die Farbe variiert je nach Projekt. Dieses Verfahren eignet sich für schwarze Teile mit unbehandelter Oberfläche Okay, das ist alles für die Blechteile und einige ihrer Verarbeitungstechniken. Haben Sie alle davon gelernt? Wenn Sie Fragen haben, sagen Sie diese bitte im Kommentarbereich unten. Lassen Sie uns miteinander kommunizieren und diskutieren!