English
English Spanish
Spanish Arabic
Arabic Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish French
French Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Malay
Malay Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

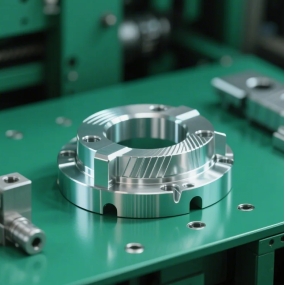
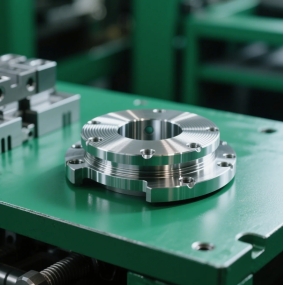
In Betrieben, die Präzisionsstanzteile verarbeiten, kommt es in der Regel beim Beschneiden von Stanzformen zu Eisenspänen, insbesondere im Bereich des unteren Formabfallmessers. Eisenspäne beeinträchtigen nicht nur die Produktqualität und die Sauberkeit des Formenaussehens erheblich, sondern verringern auch die Produktionseffizienz. Was sollte getan werden, um dieses Phänomen zu verhindern?
1. Rationalisierung des Kantenspiels
Die unvernünftige Methode der Platte aus der Form und Rand Spalt ist es, OP10 Ziehplatte zu verwenden, um das Profil der einzelnen Teile der Schleifkante Form zu schnallen, und zur gleichen Zeit reparieren die oberen und unteren Rand Spalten und passen Sie die Eindringtiefe.
2. Anordnung der Abfallmesser und strukturelle Optimierung
(1) Unter der Prämisse der Größe, die durch die Abfallförderanlage und die Matrizenstruktur erlaubt ist, kann die Anordnung des Abfallmessers minimiert werden. In der Spezifikation des Abfallmessers von Shanghai Volkswagen heißt es beispielsweise eindeutig, dass das Abfallmesser so weit wie möglich vermieden werden sollte. (2) Optimierung der Struktur des Abfallmessers. Im Vergleich zu den beiden gibt es beim koreanischen Abfallmesser nur zwei Unterschiede: Zum einen hinterlässt der Randteil nur eine Ebene von etwa 5 mm, und die anderen werden alle in eine Fase gestanzt, damit sich keine Eisenspäne ansammeln. Zweitens: Wenn Eisenspäne in den Formhohlraum eingebracht werden können, besteht das Abfallmesser aus Schmiedestücken, nicht aus Gussteilen. 000 @ 000 3. Rotierendes Abfallmesser
Mit dem herkömmlichen Abfallmesser ist es schwierig, das Beschneiden vom Abfallschneiden zu trennen, insbesondere im Schnittpunkt zwischen dem Abfallmesser und der Schneidkante, wo das Beschneiden von Eisenspänen am wahrscheinlichsten ist. Shanghai Volkswagen benötigt ein rotierendes Abfallmesser für das Abdeckungsabfallmesser. Mit dieser Art von Abfallmesser kann die Trennung von Beschneiden und Abfallschneiden realisiert werden, wodurch das Auftreten von Eisenspänen erheblich reduziert werden kann.
4. Optimieren Sie die Formstruktur und achten Sie auf eine angemessene Entleerung
Automatisierte oder Hochgeschwindigkeits-Linienproduktion von Formen, aufgrund des schnelleren Produktionstempos, wenn die Struktur des Stanzwerkzeugs unangemessen ist, tritt Unterdruck im Inneren des Hohlraums auf, und der relativ positive Druck-Luftstrom außerhalb des Hohlraums saugt die beim Trimmen auftretenden Eisenspäne in den Hohlraum und verursacht dann Quetschverletzungen an der Oberfläche der Teile. Am Produktionsstandort der Fabrik für Präzisionsstanzteile ist auch zu sehen, dass die Formen aus Japan und Südkorea zwar auch Eisenspäne beim Trimmen verlieren, aber nur selten in den Hohlraum gelangen und die Teile zerdrücken, und die heimischen Formen bringen oft Eisenspäne in den Hohlraum. Ein großer Teil des Grundes ist, dass die heimischen Formen entweder nicht leer oder "leer, aber nicht durch" sind.
5. Installieren Sie Luftblasgeräte zur Verbesserung
Der Arbeitsprozess der Unterschneider-Blasanlage ist wie folgt: Zwischen dem oberen Modellflächeneinsatz und dem Abfallschneider wird das Blasrohr installiert, der Druckluftventilschalter wird durch den Winkel des Pressschiebers gesteuert, und dann werden die vom Abfallschneider erzeugten Eisenspäne weggeblasen.
Dieser Artikel stammt von EMAR Mold Co., Ltd. Für weitere EMAR-bezogene Informationen klicken Sie bitte auf: www.sjt-ic.com,