English
English Spanish
Spanish Arabic
Arabic Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish French
French Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Malay
Malay Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

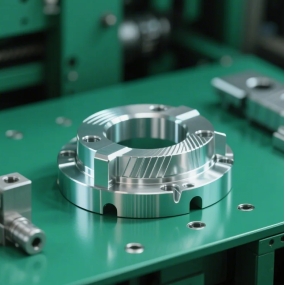
Zusätzlich zu den im vorherigen Artikel erwähnten Gründen für die Materialrückfederung sind die Biegeteile defekt, und die unzuverlässige Positionierung des Rohlings führt auch dazu, dass die von der Präzisionsstanzteile-Verarbeitungsanlage hergestellten Biegeteile unqualifiziert sind.
Die Positionierung des Rohlings ist unzuverlässig, und der Rohling gleitet während des Biegeprozesses, wodurch das Produkt unqualifiziert wird. Möglichkeiten zur Verbesserung der Zuverlässigkeit der Positionierung sind:
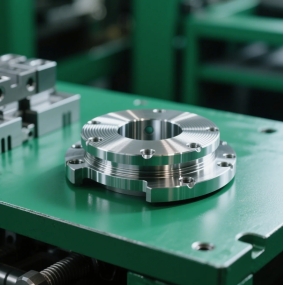
1. Die obere Vorrichtung besteht aus Luftpolster, Gummi, Feder usw., die durch die obere Platte hindurchgeht und eine umgekehrte Druckkraft auf den Rohling ausübt, bevor er in die Biegung eintritt. Dies erhöht die Reibungskraft auf den Rohling und verhindert die mögliche Bewegung des Rohlings. Es kann auch Zahnmuster, Vertiefungen, obere Kegel usw. auf der Oberseite der Pressstange, der Pressplatte oder der Stanzfläche herstellen, um die Zuverlässigkeit der Positionierung zu erhöhen. 
2. Wählen Sie eine zuverlässige Positionierungsform. Die Positionierung erfolgt hauptsächlich in Form einer externen Positionierung und einer internen Lochpositionierung. Die externe Positionierung ist bequem, aber die Zuverlässigkeit ist gering. Die Positionierung des Innenlochs ist nicht bequem, und der Einsatzbereich ist eng, aber die Positionierung ist zuverlässig. Wenn die Präzisionsstanzteile-Verarbeitungsanlage die Positionierung des Innenlochs zusammen mit der Pressausrüstung wählt, wird die Positionierung eine bessere Wirkung haben.
3. Die asymmetrische Kraft auf den Rohling bildet eine unqualifizierte Form. Eine ungleichmäßige Kraft auf das asymmetrische Werkstück beim Biegen führt dazu, dass sich der Rohling bewegt. Um die Kraft des Rohlings beim Biegen gleichmäßig zu gestalten, kann das asymmetrische Werkstück zu einem symmetrischen Werkstück kombiniert und auf einmal gebogen werden.
Dieser Artikel stammt von EMAR Mold Co., Ltd. Für weitere EMAR-bezogene Informationen klicken Sie bitte auf: www.sjt-ic.com,