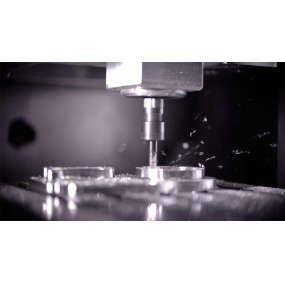
Die Bearbeitung von Titanlegierungsteilen ist ein komplexerer Prozess mit hohen technischen Anforderungen. In der folgenden kleinen Serie werden Ihnen die folgenden Arten von Verschleiß erläutert, die bei der Bearbeitung von Titanlegierungsteilen vermieden werden sollten:  Werkzeugverschleiß Mechanischer Verschleiß: Die Titanlegierung hat eine hohe Härte. Während der Bearbeitung ist die Relativbewegung zwischen dem Werkzeug und der Oberfläche des Werkstücks anfällig für mechanische Reibung, was zu einem allmählichen Verschleiß der Schneide des Werkzeugs führt. Dieser Verschleiß verringert die Schneidleistung des Werkzeugs und beeinträchtigt die Bearbeitungsgenauigkeit und Oberflächenqualität. Um den mechanischen Verschleiß zu verringern, können geeignete Werkzeugmaterialien ausgewählt werden, wie z. B. Hartmetallwerkzeuge, die eine hohe Härte und Verschleißfestigkeit aufweisen und dem Verschleiß von Titanlegierungen wirksam widerstehen können. Gleichzeitig kann eine vernünftige Wahl der geometrischen Parameter des Werkzeugs, wie z. B. die Vergrößerung der vorderen und hinteren Ecken des Werkzeugs, die Verringerung der Kontaktfläche zwischen dem Werkzeug und dem Werkstück, auch den mechanischen Verschleiß verringern. Bindungsverschleiß: Titanlegierungen weisen während der Bearbeitung eine starke chemische Aktivität auf, die sich leicht mit dem Werkzeugmaterial verbinden lässt. Während des Schneidvorgangs wird das Material auf der Oberfläche des Werkzeugs von der Titanlegierung "weggeklebt", was zu einem Bindungsverschleiß des Werkzeugs führt. Um Bindungsverschleiß zu vermeiden, kann das Werkzeug beschichtet werden, z. B. mit TiN, TiC und anderen Beschichtungen, die eine Isolierschicht zwischen dem Werkzeug und der Titanlegierung bilden können, wodurch der direkte Kontakt zwischen den beiden verringert und die Möglichkeit einer Bindung verringert wird. Darüber hinaus kann die Verwendung einer geeigneten Schneidflüssigkeit auch eine gute Schmierfunktion ausüben und die Möglichkeit der Verklebung verringern. Diffusionsverschleiß: Unter Hochtemperatur-Schneidbedingungen diffundieren die Titanlegierung und die Atome im Werkzeugmaterial, was zu Veränderungen in der Zusammensetzung und Leistung des Werkzeugmaterials führt und somit den Werkzeugverschleiß verschlimmert. Um den Diffusionsverschleiß zu verhindern, sollten die Schneidparameter angemessen kontrolliert werden, um eine zu hohe Schneidtemperatur zu vermeiden. Reduzieren Sie beispielsweise die Schnittgeschwindigkeit und den Vorschub angemessen, um die Erzeugung von Schneidwärme zu reduzieren. Gleichzeitig kann die Wahl eines Werkzeugmaterials mit guter thermischer Stabilität auch die Fähigkeit des Werkzeugs verbessern, Diffusionsverschleiß zu widerstehen. Werkstückverschleiß und Spannverschleiß: Wenn die Spannkraft während des Spannvorgangs von Titanlegierungsteilen zu groß ist, führt dies zu lokalen Verformungen oder sogar Kratzern auf der Oberfläche des Werkstücks, was die Maßgenauigkeit und Oberflächenqualität der Teile beeinträchtigt. Um Spannverschleiß zu vermeiden, sollten eine vernünftige Spannmethode und ein Spannwerkzeug verwendet werden, z. B. eine weiche Halterung oder ein weiches Material zwischen der Halterung und dem Werkstück, um die Kontaktfläche zu vergrößern und die Spannkraft zu verteilen. Kontrollieren Sie gleichzeitig die Größe der Spannkraft genau, um Schäden am Werkstück durch übermäßige Spannkraft zu vermeiden. Verschleiß durch Schneidwärme: Die Titanlegierung hat eine schlechte Wärmeleitfähigkeit, und die während der Bearbeitung erzeugte Schneidwärme lässt sich nicht leicht ableiten, was die Oberflächentemperatur des Werkstücks leicht erhöhen kann, was zu Veränderungen der Materialeigenschaften führt, was wiederum thermische Verformungen und thermische Schäden zur Folge hat, was wiederum die Genauigkeit und Oberflächenqualität des Werkstücks beeinträchtigt. Um den durch die Schneidwärme verursachten Verschleiß zu verringern, können wirksame Kühlmaßnahmen ergriffen werden, wie z. B. die Verwendung von Hochdruck-Kühlschneidflüssigkeit, die direkt in den Schneidbereich gesprüht wird, um eine große Menge an Wärme abzuführen. Darüber hinaus sind die Optimierung der Schnittparameter und die Verringerung der Erzeugung von Schneidwärme ebenfalls wichtige Maßnahmen, um zu verhindern, dass das Werkstück durch Hitze abgenutzt wird. Vibrationsverschleiß: Bei der Bearbeitung von Teilen aus Titanlegierungen kann die Vibration des Werkstücks durch die Wirkung der Schnittkraft oder die Vibration des Werkzeugmaschinensystems verursacht werden. Diese Vibration verändert die relative Position zwischen dem Werkzeug und dem Werkstück, was zu ungleichmäßigem Schneiden und Vibrationsverschleiß führt und die Oberflächenrauhigkeit und Maßgenauigkeit des Werkstücks beeinträchtigt.
Werkzeugverschleiß Mechanischer Verschleiß: Die Titanlegierung hat eine hohe Härte. Während der Bearbeitung ist die Relativbewegung zwischen dem Werkzeug und der Oberfläche des Werkstücks anfällig für mechanische Reibung, was zu einem allmählichen Verschleiß der Schneide des Werkzeugs führt. Dieser Verschleiß verringert die Schneidleistung des Werkzeugs und beeinträchtigt die Bearbeitungsgenauigkeit und Oberflächenqualität. Um den mechanischen Verschleiß zu verringern, können geeignete Werkzeugmaterialien ausgewählt werden, wie z. B. Hartmetallwerkzeuge, die eine hohe Härte und Verschleißfestigkeit aufweisen und dem Verschleiß von Titanlegierungen wirksam widerstehen können. Gleichzeitig kann eine vernünftige Wahl der geometrischen Parameter des Werkzeugs, wie z. B. die Vergrößerung der vorderen und hinteren Ecken des Werkzeugs, die Verringerung der Kontaktfläche zwischen dem Werkzeug und dem Werkstück, auch den mechanischen Verschleiß verringern. Bindungsverschleiß: Titanlegierungen weisen während der Bearbeitung eine starke chemische Aktivität auf, die sich leicht mit dem Werkzeugmaterial verbinden lässt. Während des Schneidvorgangs wird das Material auf der Oberfläche des Werkzeugs von der Titanlegierung "weggeklebt", was zu einem Bindungsverschleiß des Werkzeugs führt. Um Bindungsverschleiß zu vermeiden, kann das Werkzeug beschichtet werden, z. B. mit TiN, TiC und anderen Beschichtungen, die eine Isolierschicht zwischen dem Werkzeug und der Titanlegierung bilden können, wodurch der direkte Kontakt zwischen den beiden verringert und die Möglichkeit einer Bindung verringert wird. Darüber hinaus kann die Verwendung einer geeigneten Schneidflüssigkeit auch eine gute Schmierfunktion ausüben und die Möglichkeit der Verklebung verringern. Diffusionsverschleiß: Unter Hochtemperatur-Schneidbedingungen diffundieren die Titanlegierung und die Atome im Werkzeugmaterial, was zu Veränderungen in der Zusammensetzung und Leistung des Werkzeugmaterials führt und somit den Werkzeugverschleiß verschlimmert. Um den Diffusionsverschleiß zu verhindern, sollten die Schneidparameter angemessen kontrolliert werden, um eine zu hohe Schneidtemperatur zu vermeiden. Reduzieren Sie beispielsweise die Schnittgeschwindigkeit und den Vorschub angemessen, um die Erzeugung von Schneidwärme zu reduzieren. Gleichzeitig kann die Wahl eines Werkzeugmaterials mit guter thermischer Stabilität auch die Fähigkeit des Werkzeugs verbessern, Diffusionsverschleiß zu widerstehen. Werkstückverschleiß und Spannverschleiß: Wenn die Spannkraft während des Spannvorgangs von Titanlegierungsteilen zu groß ist, führt dies zu lokalen Verformungen oder sogar Kratzern auf der Oberfläche des Werkstücks, was die Maßgenauigkeit und Oberflächenqualität der Teile beeinträchtigt. Um Spannverschleiß zu vermeiden, sollten eine vernünftige Spannmethode und ein Spannwerkzeug verwendet werden, z. B. eine weiche Halterung oder ein weiches Material zwischen der Halterung und dem Werkstück, um die Kontaktfläche zu vergrößern und die Spannkraft zu verteilen. Kontrollieren Sie gleichzeitig die Größe der Spannkraft genau, um Schäden am Werkstück durch übermäßige Spannkraft zu vermeiden. Verschleiß durch Schneidwärme: Die Titanlegierung hat eine schlechte Wärmeleitfähigkeit, und die während der Bearbeitung erzeugte Schneidwärme lässt sich nicht leicht ableiten, was die Oberflächentemperatur des Werkstücks leicht erhöhen kann, was zu Veränderungen der Materialeigenschaften führt, was wiederum thermische Verformungen und thermische Schäden zur Folge hat, was wiederum die Genauigkeit und Oberflächenqualität des Werkstücks beeinträchtigt. Um den durch die Schneidwärme verursachten Verschleiß zu verringern, können wirksame Kühlmaßnahmen ergriffen werden, wie z. B. die Verwendung von Hochdruck-Kühlschneidflüssigkeit, die direkt in den Schneidbereich gesprüht wird, um eine große Menge an Wärme abzuführen. Darüber hinaus sind die Optimierung der Schnittparameter und die Verringerung der Erzeugung von Schneidwärme ebenfalls wichtige Maßnahmen, um zu verhindern, dass das Werkstück durch Hitze abgenutzt wird. Vibrationsverschleiß: Bei der Bearbeitung von Teilen aus Titanlegierungen kann die Vibration des Werkstücks durch die Wirkung der Schnittkraft oder die Vibration des Werkzeugmaschinensystems verursacht werden. Diese Vibration verändert die relative Position zwischen dem Werkzeug und dem Werkstück, was zu ungleichmäßigem Schneiden und Vibrationsverschleiß führt und die Oberflächenrauhigkeit und Maßgenauigkeit des Werkstücks beeinträchtigt.
Hallo! Willkommen auf der EMAR Firmenwebsite!
 German
German » »
» »
 English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque