

 English
English Spanish
Spanish Arabic
Arabic Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German French
French Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Malay
Malay Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

Σήμερα, θα μοιραστώ μαζί σας τους κύριους παράγοντες που πρέπει να λάβετε υπόψη κατά την επιλογή ενός κέντρου επεξεργασίας πέντε αξόνων, χρησιμοποιώντας το κορυφαίο στη βιομηχανία κέντρο επεξεργασίας πέντε αξόνων ως παράδειγμα. Θα σας δώσω μια λεπτομερή λίστα όσων δεν ξέρουν
01
Η δομή καθορίζει τις επιδόσεις του εξοπλισμού
Υπάρχουν διάφορες δομές πέντε κέντρων κατεργασίας άξονα, και το δομικό σχέδιο της εργαλειομηχανής καθορίζει την απόδοση του εξοπλισμού, συμπεριλαμβανομένης της ακαμψίας, της ακρίβειας κατεργασίας, της σταθερότητας, της λειτουργικότητας, και ούτω καθεξής.
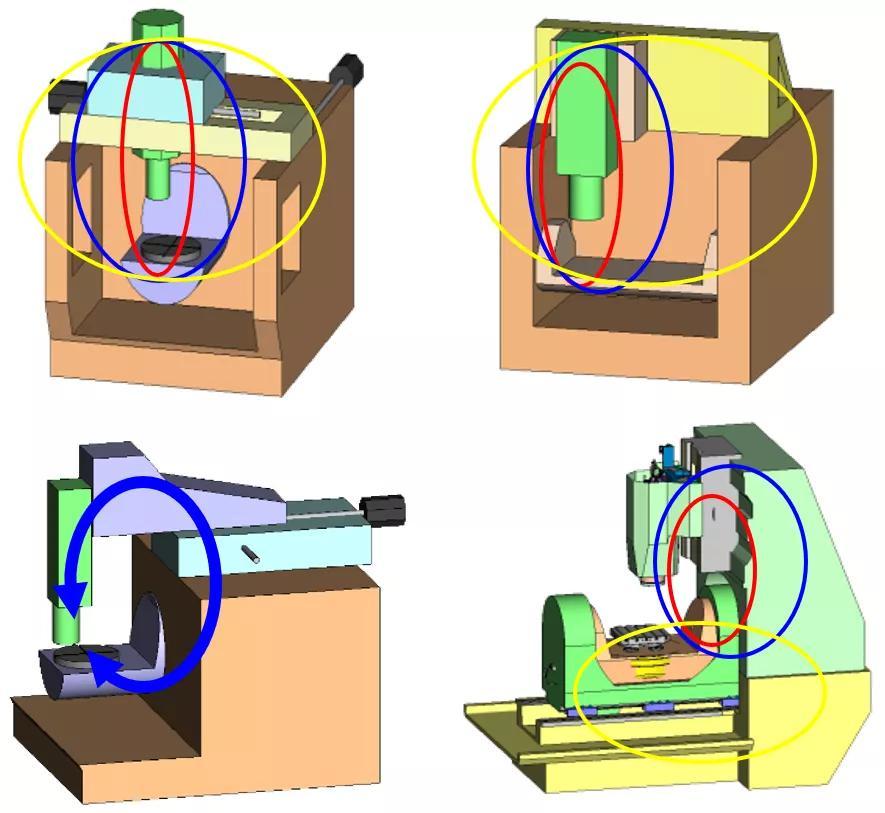
Πρέπει να ληφθούν υπόψη κυρίως οι ακόλουθες πτυχές:
1) Ο γραμμικός άξονας δεν συγχωνεύεται ή επικαλύπτεται κατά τη μετακίνηση
2) Ο εξοπλισμός με τα βραχυκυκλώματα κοπής έχει καλή ακαμψία
3) Είναι ο άξονας περιστροφής κλίσης μια μηχανή
4) Είναι 5-αξονικός σύνδεσμος
5) 5-αξονική εγγύτητα
Το κέντρο κατεργασίας πέντε αξόνων σειράς υιοθετεί μια δομή πίνακα εργασίας υψηλής ακαμψίας, όπως φαίνεται στην παρακάτω εικόνα Ο πίνακας εργασίας δεν απαιτεί υποστήριξη και στις δύο άκρες, με κεκλιμένα ρουλεμάν μεγάλης διαμέτρου και ένα κέντρο βαρύτητας κομματιού Β μέσα στο Α. Έναντι των παραδοσιακών ενιαίων δομών στήριξης, το ποσό κάμψης είναι εξαιρετικά μικρό και ο βραχίονας δύναμης είναι μικρότερο.
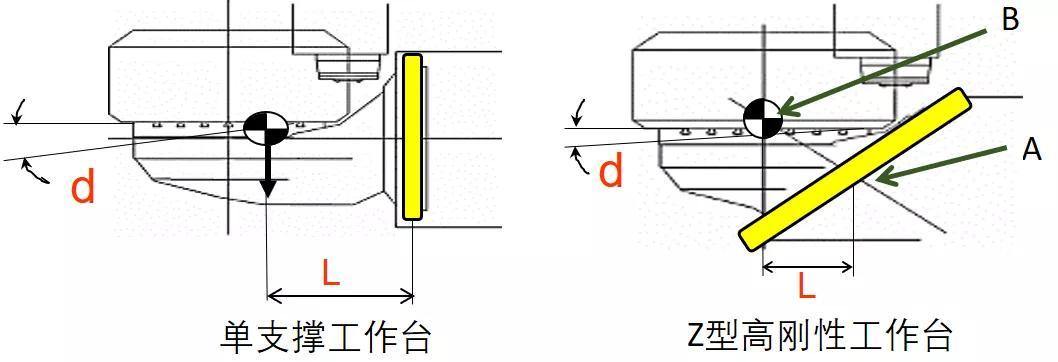
Αυτή η κεκλιμένη δομή άξονα μπορεί να επιτύχει την κατεργασία υψηλής ακρίβειας συγκρίσιμη με τα τρία-άξονα κέντρα κατεργασίας. Ακόμη και κατά τη φόρτωση και την περιστροφή βαρέων εξαρτημάτων, η εκτροπή του πάγκου εργασίας μπορεί να ελεγχθεί στο ελάχιστο.Ταυτόχρονα, τα ρουλεμάν υψηλής ακαμψίας και οι κινητήρες άμεσης κίνησης μπορούν να επιτύχουν υψηλής ακρίβειας και ομαλή περιστροφή με ελάχιστη δόνηση. Επιπλέον, έχει εξαιρετική χωρική εγγύτητα.
02
ακρίβεια άξονα περιστροφής κλίσης
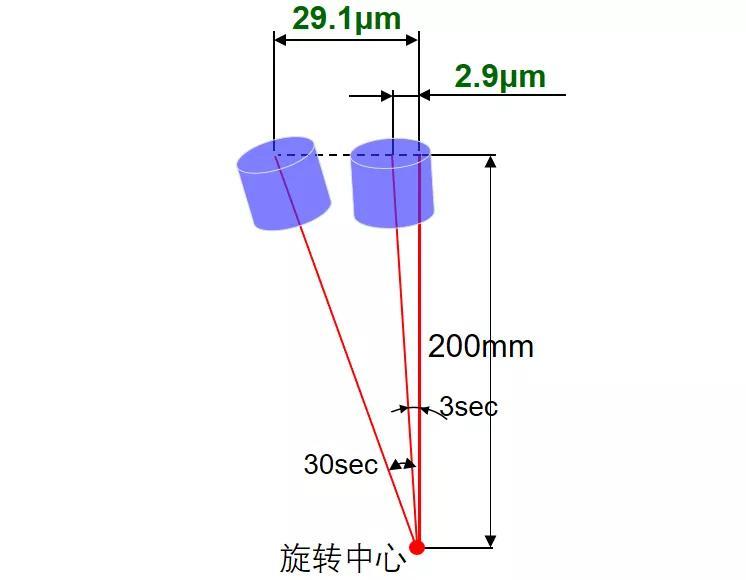
Η ακρίβεια κατεργασίας των εργαλειομηχανών επηρεάζεται άμεσα από την ακρίβεια του περιστρεφόμενου άξονα.Για να κατανοήσετε τον πραγματικό αντίκτυπο της ακρίβειας του κεκλιμένου περιστρεφόμενου άξονα στην ακρίβεια κατεργασίας, χρησιμοποιήστε το εργαλειομηχανικό εργαλείο Για να κατανοήσετε την ακρίβεια κατεργασίας.
1= 60′
1′= 60″
1=3600″
Η ελάχιστη ανάλυση του άξονα Β/Γ της εργαλειομηχανής είναι 0.0001 βαθμοί, η οποία είναι 0.36 ίντσες, και η ακρίβεια τοποθέτησης είναι 3 Μέσω του ακόλουθου διαγράμματος υπολογισμού, μπορούμε να γνωρίζουμε το προκύπτον σφάλμα ακρίβειας.
03
Αποφυγή σύγκρουσης παρεμβολών
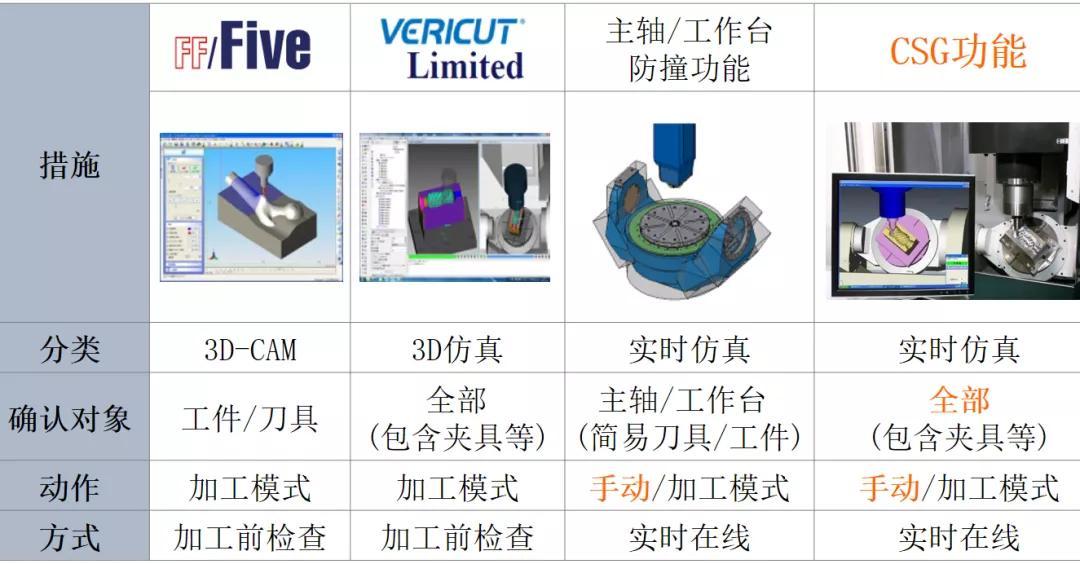
Η παρεμβολή και η αποφυγή σύγκρουσης είναι σημαντικά ζητήματα στην 5-αξονική κατεργασία.Εκτός από τη χρήση λογισμικού βασισμένου στον υπολογιστή για επιθεώρηση παρεμβολών, το 5-αξονικό κέντρο κατεργασίας του είναι εξοπλισμένο με λειτουργία προσομοίωσης σε πραγματικό χρόνο, η οποία μπορεί να αποτρέψει παρεμβολές ακόμη και σε χειρωνακτικό τρόπο.
Η λειτουργία προσομοίωσης σε πραγματικό χρόνο μπορεί να ελέγξει για πιθανά λάθη σχεδίασης ή σφάλματα ρύθμισης μήκους εργαλείων πριν από την επεξεργασία, προκειμένου να ελαχιστοποιηθούν οι στάσεις έκτακτης ανάγκης κατά τη διάρκεια της λειτουργίας. Κατά τη διάρκεια της λειτουργίας, με βάση τα προ-βαθμονομημένα και ρυθμισμένα δεδομένα, καθώς και τις συντεταγμένες, τις τιμές όφσετ, και άλλες πληροφορίες θέσης που διαβάζονται από τη συσκευή ελέγχου προβλέπεται η πιθανότητα παρεμβολής. Μόλις η εργαλειομηχανή σταματήσει να τρέχει, η οθόνη κατάστασης μπορεί να εμφανιστεί σε πραγματικό χρόνο και τα προβλεπόμενα μέρη παρεμβολής και η κατεύθυνση κίνησης άξονα μπορούν να επιβεβαιωθούν.
04
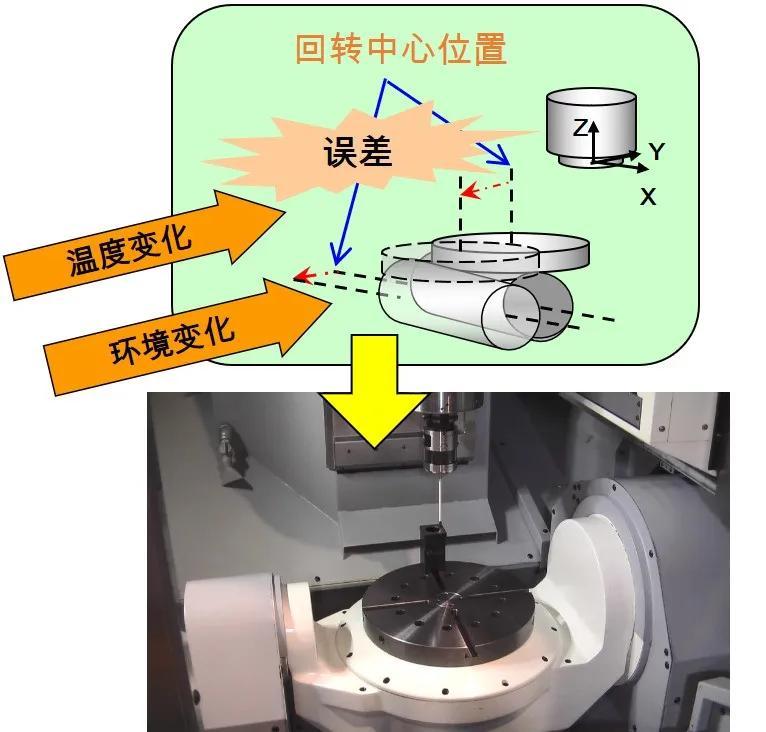
Διόρθωση κέντρου περιστροφής
Η αλλαγή στο κέντρο περιστροφής που προκαλείται από αλλαγές περιβάλλοντος και θερμοκρασίας μπορεί να επηρεάσει την ακρίβεια της κατεργασίας πέντε αξόνων.Θα πρέπει να είναι σε θέση να βαθμονομήσει αυτόματα μέσω του καθετήρα, να επαληθεύσει την ακρίβεια κατεργασίας της κατεργασίας 3-αξονικής/ευρετηρίασης/5-αξονικής κατεργασίας, και να εξασφαλίσει ότι το σφάλμα εργαλείων είναι λιγότερο από ή ίσο. 4 μ μ.
Αυτόματη βαθμονόμηση του 5-άξονα κέντρου περιστροφής χρησιμοποιώντας έναν ανιχνευτή
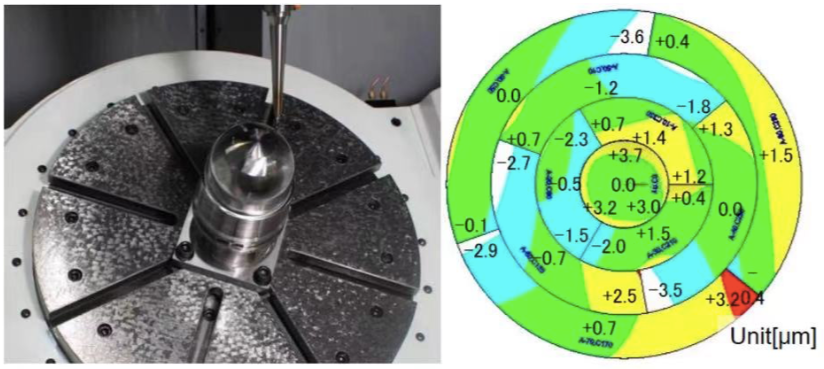
3-άξονας/ευρετήριο/5-άξονας κατεργασία επαλήθευσης ακρίβειας κατεργασίας
05
Ακρίβεια σύνδεσης
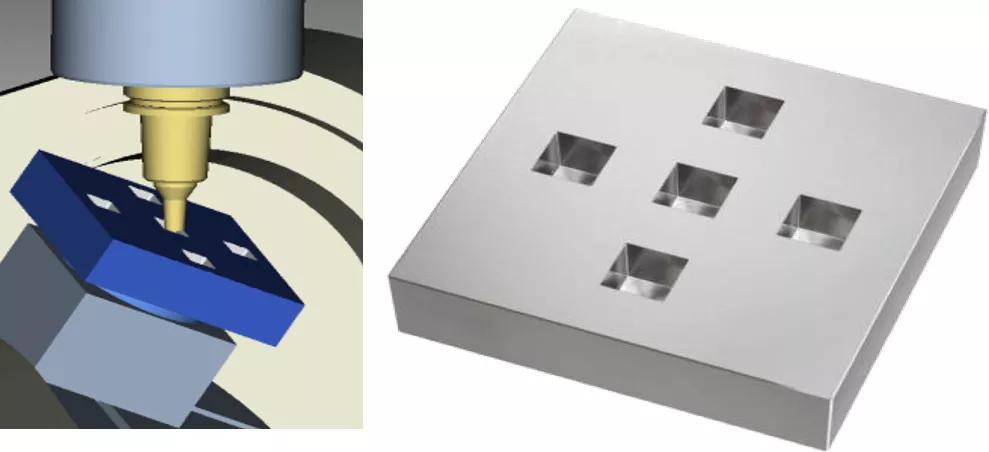
Η ακρίβεια σύνδεσης ενός κέντρου επεξεργασίας πέντε αξόνων είναι μια αντανάκλαση των αποτελεσμάτων των πολλαπλών παραγόντων. Λαμβάνοντας το ως παράδειγμα, παρέχετε περιπτώσεις επεξεργασίας για την παροχή αναφοράς για την ακρίβεια σύνδεσης.
Εξοπλισμός επεξεργασίας: D200Z
CAM:FFCAM
Υλικό τεμαχίου: NAK80 (40HRC)
Μέγεθος κομματιού εργασίας: 140x140x35mm
κοιλότητα φορμών: Σαφής γωνία βάθος 20Λεπτομέρειες:
Χρόνος επεξεργασίας: 1H35μιν/τσέπη
Εργαλεία κοπής: 7 ζεύγη και 6 τύποι
ακρίβεια σύνδεσης: ακρίβεια θέσης 2 μ m, ακρίβεια σχήματος 3 μ m
06
Υποστήριξη διεργασιών
Η διαδικασία κατεργασίας ενός κέντρου επεξεργασίας πέντε αξόνων καθορίζει εάν η απόδοση του εξοπλισμού μπορεί να μεγιστοποιηθεί. Για παράδειγμα, η χρήση ακανόνιστων εργαλείων κοπής μπορεί να βελτιώσει σημαντικά την αποδοτικότητα κατεργασίας.
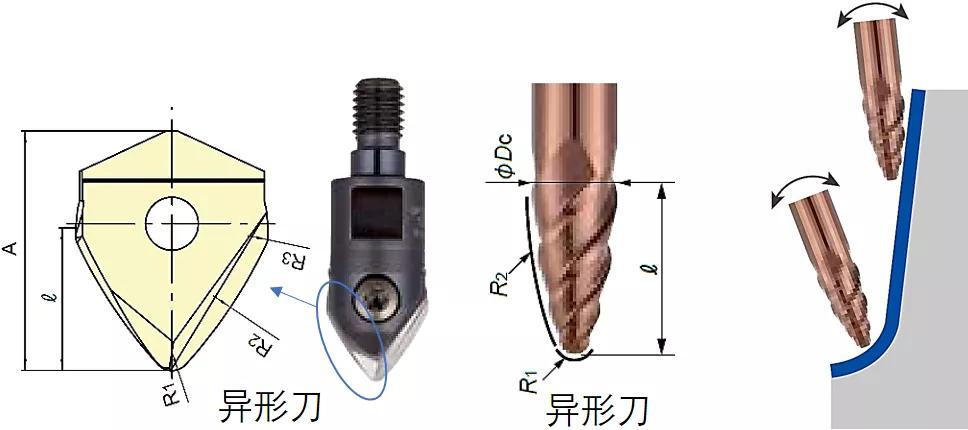
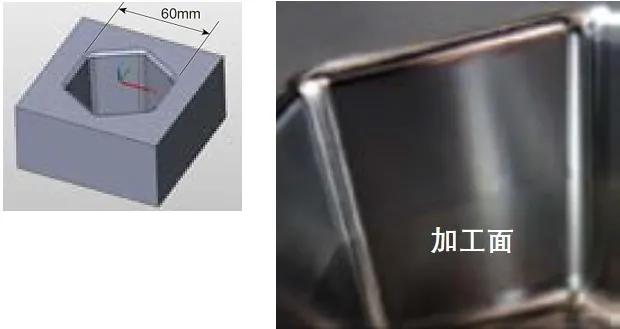
Περίπτωση επεξεργασίας: Η αποδοτικότητα αυξήθηκε από 6 φορές!
Υλικό: YXR33 (58HRC)
Σχήμα και μέγεθος: όπως φαίνεται στην εικόνα κατωτέρω, βάθος 30γωνία σχεδίου 2, γωνία εκκαθάρισης Λεπτομέρειες:

Εντάξει, όλα αυτά θα τα μοιραστεί ο εκδότης εδώ! Μερικοί μαθητές λένε ότι ακόμα και μετά την ανάγνωση ενός άρθρου, εξακολουθούν να μην μπορούν να το καταλάβουν, ακριβώς όπως βλέποντας τηλεόραση Η εκμάθηση προγραμματισμού είναι στην πραγματικότητα πολύ απλή, αρκεί να μαθαίνετε συστηματικά από έμπειρους ανθρώπους, να επικοινωνείτε περισσότερο με φίλους, συναδέλφους και συμμαθητές. Όσο πιο σκληρά δουλεύεις. Ο πιο τυχερός! Μετακινήστε το μικρό δάχτυλο όλων προς τα εμπρός στον δικό σας κύκλο φίλων για να επωφεληθείτε από περισσότερους συνεργάτες






