

 English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

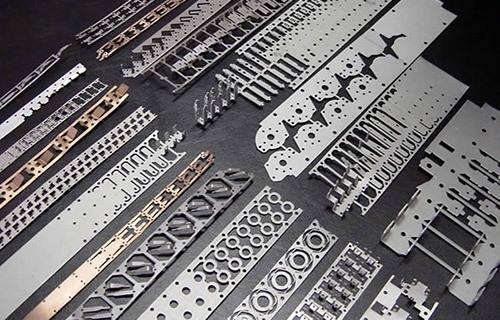
Η τεχνολογία σφράγισης είναι μια μέθοδος επεξεργασίας που εφαρμόζει εξωτερική δύναμη στο κενό μέσω μιας φόρμας για να παραγάγει πλαστική παραμόρφωση ή διαχωρισμό, αποκτώντας έτσι ένα ορισμένο μέγεθος, σχήμα και απόδοση του κομματιού προς κατεργασία. Το εύρος εφαρμογής της τεχνολογίας σφράγισης είναι πολύ ευρύ, το οποίο μπορεί να επεξεργαστεί τα φύλλα μετάλλων, τους φραγμούς, και τα διάφορα μη μεταλλικά υλικά. Παρακάτω, η πετροχημική θα εισαγάγει εν συντομία τις τεχνικές απαιτήσεις για τη διαδικασία σφράγισης μετάλλων:
1,Ποια είναι τα χαρακτηριστικά της διαδικασίας σφράγισης
(1) Η μέθοδος ψυχρής σφράγισης μπορεί να χρησιμοποιηθεί για να λάβει τα τεμάχια προς κατεργασία με σύνθετες μορφές που είναι δύσκολο να επεξεργαστούν χρησιμοποιώντας άλλες μεθόδους επεξεργασίας, όπως τα λεπτά μέρη κοχυλιών. Η διαστατική ακρίβεια των μερών ψυχρής σφράγισης εγγυάται από το καλούπι, έτσι η διαστατική σταθερότητα και η εναλλάξιμη ικανότητα είναι καλές.
(2) Υψηλό ποσοστό χρησιμοποίησης υλικού, ελαφρύ κομμάτι προς κατεργασία, καλή ακαμψία, υψηλή αντοχή, και χαμηλή κατανάλωση ενέργειας κατά τη διάρκεια της διαδικασίας σφράγισης. Ως εκ τούτου, το κόστος του κομματιού προς κατεργασία είναι σχετικά χαμηλό.
(3) Εύκολος να λειτουργήσει, χαμηλή ένταση εργασίας, εύκολος να επιτύχει τη μηχανοποίηση και την αυτοματοποίηση, υψηλή παραγωγικότητα.
(4) Η δομή φορμών που χρησιμοποιείται στην επεξεργασία σφράγισης είναι γενικά σύνθετη, με ένα μακρύ κύκλο παραγωγής και υψηλό κόστος.
2,Βασικές απαιτήσεις για τα υλικά σφράγισης
Τα υλικά που χρησιμοποιούνται για τη σφράγιση δεν πρέπει μόνο να πληρούν τις τεχνικές απαιτήσεις του σχεδιασμού του προϊόντος, αλλά και να πληρούν τις απαιτήσεις της διαδικασίας σφράγισης και της μεταποίησης σφράγισης.
(1) Απαιτήσεις για τη σφράγιση που διαμορφώνει την απόδοση: Προκειμένου να διευκολυνθεί η παραμόρφωση σφράγισης και να βελτιωθεί η ποιότητα των μερών, το υλικό πρέπει να έχει καλή πλαστικότητα, χαμηλή αναλογία δύναμης απόδοσης, μεγάλο κατευθυντικό συντελεστή πάχους πιάτων, μικρό κατευθυντικό συντελεστή επιπέδου πιάτων, και μια μικρή αναλογία δύναμης απόδοσης στον ελαστικό συντελεστή. Για τη διαδικασία διαχωρισμού, δεν είναι απαραίτητο το υλικό να έχει καλή πλαστικότητα Τα υλικά με καλύτερη πλαστικότητα είναι λιγότερο πιθανό να χωριστούν.
(2) Απαιτήσεις για την ανοχή πάχους υλικού: Η ανοχή πάχους του υλικού πρέπει να συμμορφώνεται με τα εθνικά πρότυπα. Επειδή ένα ορισμένο χάσμα μεταξύ φορμών είναι κατάλληλο για υλικά με ένα ορισμένο πάχος, η ανοχή πάχους είναι πάρα πολύ μεγάλη, η οποία όχι μόνο επηρεάζει άμεσα την ποιότητα των μερών, αλλά μπορεί επίσης να οδηγήσει σε ζημία στις φόρμες και τις πρέσες διατρήσεων.
3,Επιλογή ελαίου σφράγισης ακριβείας
Το λάδι σφράγισης παίζει καθοριστικό ρόλο στη διαδικασία σφράγισης, και η άριστη απόδοση ψύξης και η ακραία απόδοση κατά της φθοράς πίεσης έχουν οδηγήσει σε ένα ποιοτικό άλμα στη διάρκεια ζωής των φορμών και τη βελτίωση της ακρίβειας κομματιού προς κατεργασία. Η έμφαση στην απόδοση του ελαίου σφράγισης ποικίλλει ανάλογα με το υλικό του τεμαχίου προς κατεργασία.
(1) Το πιάτο χάλυβα πυριτίου είναι ένα υλικό που είναι σχετικά εύκολο να διατρήσει και να κόψει.Γενικά, προκειμένου να εξασφαλιστεί η ευκολία καθαρισμού του τελικού κομματιού προς κατεργασία, το λάδι σφράγισης χαμηλού ιξώδους χρησιμοποιείται με την προϋπόθεση της παρεμπόδισης της παραγωγής τρυπών διατρήσεων.
(2) Κατά την επιλογή του ελαίου σφράγισης για πλάκες χάλυβα άνθρακα, το πρώτο πράγμα που πρέπει να δοθεί προσοχή είναι το ιξώδες του ελαίου τεντώματος. Καθορίστε το βέλτιστο ιξώδες με βάση τη δυσκολία της επεξεργασίας, τη μέθοδο εφαρμογής ελαίου τεντώματος και τις συνθήκες απολέπισης.
(3) Τα γαλβανισμένα χαλύβδινα πιάτα μπορούν να υποβληθούν σε χημικές αντιδράσεις με τα πρόσθετα με βάση το χλώριο, έτσι κατά την επιλογή του ελαίου σφράγισης, πρέπει να δοθεί προσοχή στην πιθανότητα της άσπρης σκουριάς που προκαλείται από το βασισμένο στο χλώριο πετρέλαιο σφράγισης Εντούτοις, χρησιμοποιώντας το βασισμένο στο θείο πετρέλαιο σφράγισης μπορεί να αποφύγει τα προβλήματα σκουριάς, αλλά πρέπει να απολυτωθεί το συντομότερο δυνατό μετά από την επεξεργασία σφράγισης.
(4) Το ανοξείδωτο είναι ένα υλικό που είναι επιρρεπές στη σκλήρυνση εργασίας, που απαιτεί τη χρήση εκτατής λαδιού με την υψηλή δύναμη φιλμ πετρελαίου και την καλή αντίσταση συμπύκνωσης. Γενικά, το λάδι σφράγισης που περιέχει σύνθετα πρόσθετα χλωρίου θείου χρησιμοποιείται για να εξασφαλίσει την ακραία απόδοση επεξεργασίας πίεσης αποφεύγοντας τα προβλήματα όπως τα τρυπήματα και τα θραύσματα στο κομμάτι προς κατεργασία.
4,Το κύριο περιεχόμενο και τα βήματα ανάπτυξης της τεχνολογίας επεξεργασίας σφράγισης
(1) Καθορίστε τον τύπο του κενού. Ο τύπος του κενού πρέπει να καθοριστεί με βάση το υλικό, το σχήμα και το μέγεθος των μερών, καθώς και τον αριθμό των τεμαχίων προς κατεργασία που τοποθετούνται.
(2) Καθορίστε την ακολουθία κατεργασίας των μερών. Η ακολουθία επεξεργασίας των μερών πρέπει να καθορίζεται με βάση όλες τις τεχνικές απαιτήσεις όπως ακρίβεια διαστάσεων, τραχύτητα επιφάνειας, και θερμική επεξεργασία, καθώς και τον τύπο, τη δομή και το μέγεθος του κενού.
(3) Καθορίστε τη μέθοδο διαδικασίας και το επιτρεπόμενο όριο κατεργασίας. Καθορίστε τις εργαλειομηχανές, τις μεθόδους στερέωσης κομματιών προς κατεργασία, τις μεθόδους κατεργασίας, τις μεθόδους μέτρησης και τις διαστάσεις κατεργασίας που χρησιμοποιούνται σε κάθε διαδικασία.
5,Βασικές αρχές για την ανάπτυξη τεχνολογίας επεξεργασίας μερών
(1) Η αρχή της προτεραιότητας του λεπτού βασικού επιπέδου. Η κατεργασία των μερών πρέπει να επιλέξει μια κατάλληλη επιφάνεια ως βάση τοποθέτησης στην εργαλειομηχανή ή το προσάρτημα. Η τραχιά επιφάνεια, η οποία χρησιμεύει ως η πρώτη βάση τοποθέτησης διαδικασίας, ονομάζεται τραχιά επιφάνεια. Η επιφάνεια που έχει υποστεί επεξεργασία και χρησιμοποιηθεί ως βάση θέσης ονομάζεται βάση ακρίβειας. Η κύρια επιφάνεια βάσης πρέπει να υποβληθεί σε επεξεργασία πρώτα.
(2) Αρχή του διαχωρισμού χονδροειδούς και λεπτού. Για επιφάνειες με υψηλές απαιτήσεις ακρίβειας, η κατεργασία ακρίβειας πρέπει γενικά να πραγματοποιείται μετά από όλη την τραχιά κατεργασία του κομματιού προς κατεργασία. Αυτό μπορεί να εξαλείψει την παραμόρφωση του κομματιού προς κατεργασία που προκαλείται από τη δύναμη στερέωσης, την τέμνουσα θερμότητα, και την εσωτερική πίεση κατά τη διάρκεια της τραχιάς κατεργασίας, και είναι επίσης ευεργετικό για τη ρύθμιση των διαδικασιών θερμικής επεξεργασίας. Στη μαζική παραγωγή, η τραχιά και λεπτή κατεργασία πραγματοποιείται συχνά σε διαφορετικά εργαλειομηχανές, γεγονός που ευνοεί επίσης την ορθολογική χρήση εργαλειομηχανών υψηλής ακρίβειας.
(3) Η αρχή της "εφάπαξ στερέωσης". Στην παραγωγή ενιαίων κομματιών και μικρών παρτίδων, οι επιφάνειες με τις απαιτήσεις ακρίβειας θέσης πρέπει να επεξεργάζονται με ακρίβεια σε μια στερέωση όσο το δυνατόν περισσότερο.

Τα ανωτέρω είναι οι τεχνικές απαιτήσεις για την τεχνολογία επεξεργασίας σφράγισης Η λογική επιλογή των φορμών, των πρώτων υλών κομματιών προς κατεργασία, και του ελαίου σφράγισης είναι το κλειδί για τη βελτίωση της ποιότητας κομματιών προς κατεργασία. Το Γιντα Μπόρουν είναι η μεγαλύτερη βάση παραγωγής πετρελαίου επεξεργασίας μετάλλων υψηλής ποιότητας στην Κίνα. Τα ανεξάρτητα αναπτυγμένα προϊόντα πετρελαίου σφράγισης του έχουν εξαιρετική ακραία πίεση και απόδοση κατά της φθοράς, οι οποίες μπορούν αποτελεσματικά να προστατεύσουν τις φόρμες και να επεκτείνουν τη διάρκεια ζωής του εξοπλισμού. Είναι ο καθορισμένος συνεργάτης πολλών μεγάλων και μεσαίων κατασκευαστών εξοπλισμού εργαλειομηχανών στην Κίνα και έχει αναγνωριστεί ευρέως και επαινεθεί από τους εγχώριους και ξένους πελάτες.





