English
English Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

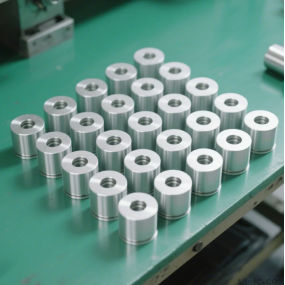
Las piezas y productos de precisión de aluminio son populares por su peso ligero y apariencia exquisita, y son ampliamente utilizados en la industria y las necesidades diarias. Con el progreso continuo de la Ciencia y la tecnología, la demanda de diversidad de productos de las personas es cada vez más fuerte. Por lo tanto, los requisitos de proceso para los productos de aleación de aluminio son cada vez más altos, y la demanda del mercado es cada vez mayor. Con el fin de satisfacer las necesidades de las personas para la diversidad y alta calidad de los productos de carcasa de aleación de aluminio, los fabricantes de procesamiento de aleación de aluminio CNC resumieron las habilidades tecnológicas en el proceso de procesamiento y los problemas a los que se debe prestar atención en el procesamiento de aleación de aluminio cnc.

1. elija el método de procesamiento adecuado
El corte CNC es un método de mecanizado de corte aerodinámico y un proceso común de mecanizado de precisión de aluminio. Estoy utilizando un fresador final con capacidad de corte multidireccional, inserción de corte en espiral e inserción de corte de contorno. Mecanizar menos agujeros con menos herramientas.
2. el fresador final de cabeza esférica puede cooperar con la inserción en espiral para mecanizar continuamente el agujero cónico.
Los fresadores finales de cabeza Esférica y los taladros de inserción en espiral se pueden utilizar para aburrir y achacar. Los fresadores finales pueden cooperar con la inserción de corte de contorno para el semiacabado de agujeros y el procesamiento de piezas de precisión. Los fresadores finales para el mecanizado de hilos se pueden utilizar con la inserción de tornillos para mecanizar varios agujeros roscados.
El mecanizado de piezas de precisión de aleación de aluminio de alta eficiencia en agujeros de precisión de varios tamaños puede utilizar herramientas para interpolar. La carga en cada diente es relativamente ligera, especialmente cuando se utiliza una fresadora de alta velocidad. Por lo tanto, el mismo fresador final de carburo cementado recubierto se puede utilizar para perforar una variedad de materiales de procesamiento a alta velocidad y alta precisión.
3. elija la cantidad de corte adecuada
El personal puede elegir qué velocidad de corte usar en función del material que se está procesando, la dureza, las condiciones de corte, el tipo de material y la profundidad de Corte. Estas condiciones son necesarias para reducir eficazmente el desgaste de la máquina.
4. elija la herramienta adecuada.
ángulo de rastrillo: el ángulo de rastrillo debe seleccionarse correctamente manteniendo la resistencia del borde. Un lado puede moler un borde de corte afilado, reducir la deformación del corte, hacer que la eliminación de chips sea más suave, reducir la resistencia al Corte y el calor de Corte. Nunca use herramientas con ángulos delanteros negativos.
Esquina trasera: el tamaño de la esquina trasera afecta directamente el desgaste de la esquina trasera y la calidad de la superficie mecanizada. El espesor de Corte es un criterio importante para seleccionar el ángulo trasero. En el mecanizado en bruto, la alimentación es grande, la carga de Corte es grande y la generación de calor es grande, por lo que se requieren buenas condiciones de disipación de calor para las herramientas. Por lo tanto, se debe seleccionar una esquina trasera más pequeña. Al terminar la fresadora, es necesario afilar el cuchillo para reducir la fricción entre la superficie del cuchillo trasero y la superficie de procesamiento y reducir la deformación elástica. Por lo tanto, se debe seleccionar una esquina trasera más grande.
ángulo de tornillo: el ángulo de tornillo debe seleccionarse lo más grande posible para suavizar la fresadora y reducir la fuerza de la fresadora.
ángulo de aproximación: reducir adecuadamente el ángulo de aproximación puede mejorar efectivamente las condiciones de disipación de calor y reducir la temperatura media en el área de tratamiento.
Reducir el número de dientes de fresado y aumentar el espacio de eliminación de chips.
Debido a la gran plasticidad del material de aleación de aluminio, la gran deformación de Corte durante el procesamiento, el gran espacio de retención de chips, el radio inferior de la ranura de almacenamiento de chips debe ser grande y el número de dientes de la fresadora debe ser pequeño. Por ejemplo, los fresadores por debajo de Phi 20 mm utilizan 2 dientes, pero los fresadores de Phi 30 a Phi 60 mm utilizan mejor 3 dientes para evitar que las piezas de aleación de aluminio delgado se deformen debido al bloqueo de chips.
Dientes de molienda fina: el valor de rugosidad del borde del diente debe ser inferior a Ra = 0,4 um. Antes de usar el nuevo cuchillo, se debe pulir suavemente la parte delantera y posterior con una piedra de aceite fina para eliminar cualquier Burr o ligeramente serrado que quede al moler. De esta manera, no solo se puede reducir el calor de corte, sino que también la deformación de Corte es relativamente pequeña.
Controlar estrictamente los estándares de desgaste de las herramientas. Con el desgaste de la herramienta, el valor de la rugosidad de la superficie de la pieza de trabajo aumenta, la temperatura de corte aumenta y la deformación de la pieza de trabajo aumenta. Por lo tanto, el estándar de desgaste no debe exceder de 0,2 mm, excepto para la selección de materiales de cuchillo con buena resistencia al desgaste. De lo contrario, es fácil producir tumores de chip. Al cortar, la temperatura de la pieza de trabajo generalmente no debe exceder los 100 grados Celsius para evitar la deformación.
5. elija una pinza razonable.
Las piezas deben satisfacer plenamente las necesidades de la máquina para reducir errores de posicionamiento innecesarios y deben seleccionarse herramientas especiales de fijación.
6. determinar una ruta de procesamiento razonable.
Trate de mantener la ruta de procesamiento lo más corta posible para reducir el desgaste de la máquina.
En el corte de alta velocidad, el margen de mecanizado es grande y el Corte es intermitente, por lo que la fresadora producirá vibraciones al procesar, lo que afectará la precisión del mecanizado y la rugosidad de la superficie. Por lo tanto, el mecanizado de alta velocidad CNC generalmente se puede dividir en mecanizado en bruto - semiacabado, limpieza de ángulos, acabado y otros procesos.
Para las piezas que requieren alta precisión, puede ser necesario realizar un acabado secundario y semifino antes del acabado. Después del mecanizado en bruto, la pieza se enfría naturalmente para eliminar el estrés interno causado por el mecanizado en bruto y reducir la deformación. El margen dejado después del mecanizado en bruto debe ser mayor que la deformación (generalmente 1 - 2 mm). Durante el proceso de acabado, la superficie de acabado de la pieza debe mantener una tolerancia de mecanizado uniforme. 0,2 - 0,5 mm suele ser bueno. Esto mantiene la herramienta estable durante el procesamiento y reduce significativamente la deformación del Corte. Obtener una buena calidad de procesamiento de superficie y garantizar la precisión del producto.