

 English
English Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

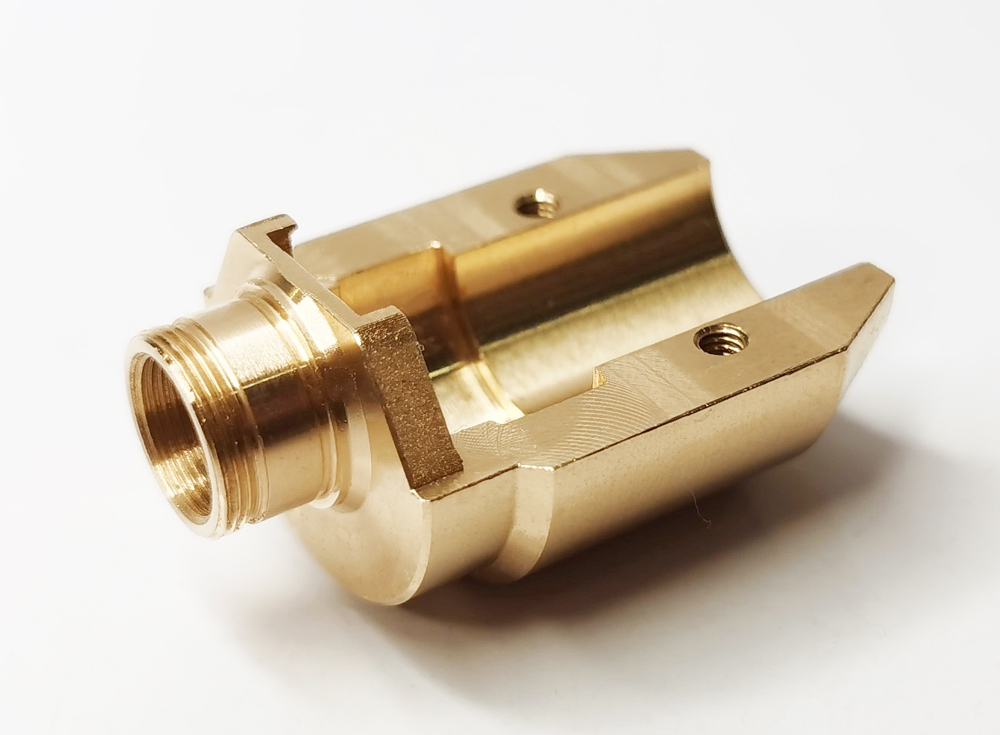
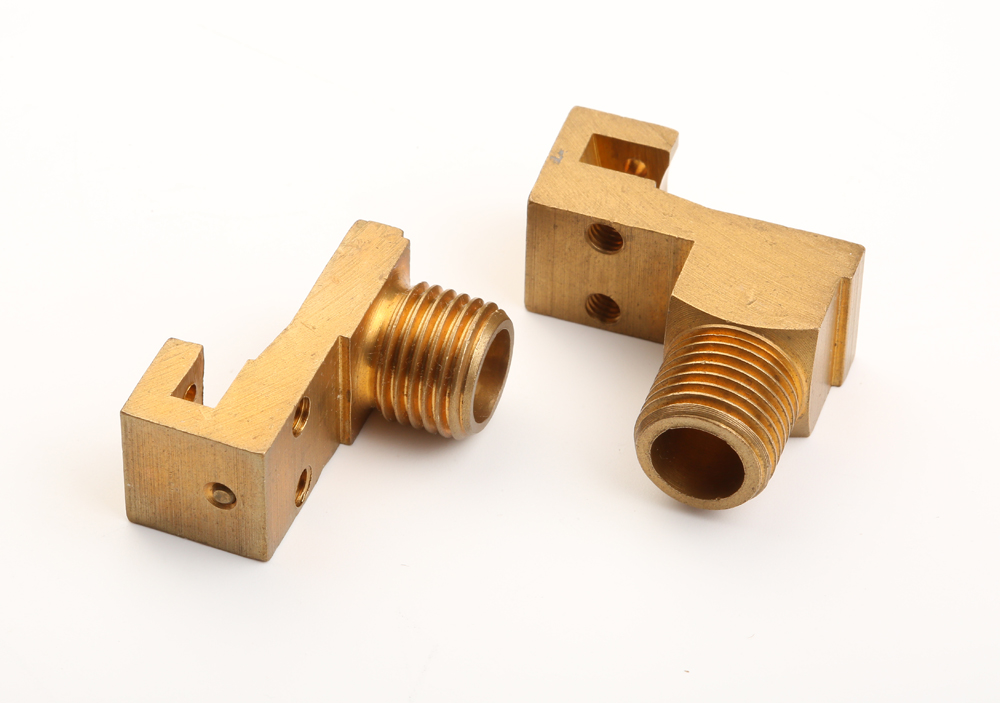
La clave para duplicar la eficiencia de procesamiento de las piezas de cobre y aluminio radica en el diseño innovador de accesorios de torno automáticos, cuyo núcleo radica en la realización de "cambio cero" y "autoadaptación inteligente". Las siguientes son las tres tecnologías principales:
1. Estructura de cambio rápido de diafragma neumático
El diafragma elástico se utiliza para reemplazar la mandíbula tradicional, y la velocidad de sujeción de 0,8 segundos se realiza mediante accionamiento de presión de aire. El diafragma está integrado con un sensor de presión, que puede compensar automáticamente la deformación de la pieza de trabajo y reducir el tiempo de sujeción tradicional en un 75%. Es especialmente adecuado para las características de fácil deformación de piezas de cobre y aluminio, asegurando que el paralelismo de la superficie de procesamiento se controle dentro de 0,02 mm.
 2. Accesorio de combinación modular
2. Accesorio de combinación modular
Basado en el concepto de diseño de "bloques de construcción", el dispositivo se descompone en componentes estandarizados como matriz de posicionamiento, unidad de prensado y módulo de soporte. A través del chip RFID para identificar automáticamente el código de la pieza de trabajo, el controlador central llama automáticamente al esquema de combinación de módulos correspondiente para lograr un reemplazo complejo en 3 minutos, que es 4 veces más eficiente que los accesorios tradicionales.
3. Sistema adaptativo de compensación térmica
En vista del gran coeficiente de expansión térmica del aluminio, el micro termopar y el sensor de desplazamiento están integrados en el dispositivo. Monitoreo en tiempo real de los cambios de temperatura durante el procesamiento, ajuste automático de la fuerza de sujeción por servomotor, compensación dinámica de la deformación térmica, para que la precisión dimensional del procesamiento por lotes sea estable a 0,01 mm, y la tasa de chatarra se reduzca en más del 80%.
 Después de la aplicación de este accesorio, la capacidad de producción diaria promedio de un solo torno automático se aumentó de 800 piezas a 1650 piezas, y el tiempo de reemplazo se redujo a 1 / 5 de la solución tradicional. La clave es transformar la "sujeción pasiva" en "control inteligente activo", de modo que la tasa de utilización de las máquinas herramienta superó el 92%, y el doble salto de eficiencia y precisión se realizó realmente.
Después de la aplicación de este accesorio, la capacidad de producción diaria promedio de un solo torno automático se aumentó de 800 piezas a 1650 piezas, y el tiempo de reemplazo se redujo a 1 / 5 de la solución tradicional. La clave es transformar la "sujeción pasiva" en "control inteligente activo", de modo que la tasa de utilización de las máquinas herramienta superó el 92%, y el doble salto de eficiencia y precisión se realizó realmente.










