English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

Protsessi sissejuhatus: Metalli stantsimine on metalli töötlemise meetod, mis põhineb metalli plastilisel deformatsioonil. See kasutab vorme ja stantsimisseadmeid lehtmetallile surve avaldamiseks, põhjustades lehtmetalli plastilist deformatsiooni või eraldumist, mistõttu saadakse teatud kuju, suuruse ja jõudlusega osad (stantsitud osad). Stampingu vormimise tehnoloogia mängib olulist rolli autotööstuse kerede tootmisprotsessis.
Metallistantsimist saab kasutada madalate nõgusate metallikujundite töötlemiseks ja vormide töötlemisnõuded on suhteliselt kõrged ja see protsess sobib ainult suuremahuliseks tootmiseks. Sellel protsessil on töötlemisel suur täpsus ja materjali paksus ei muutu oluliselt. Kui sügavuse ja läbimõõdu suhe väheneb, on töötlemisprotsess väga sarnane sügavtõmbega ja kumbki neist töötlemisprotsessidest ei vähenda oluliselt materjali paksust.
Osade massitootmine nõuab mitmete vormimis- ja lõikamisprotsesside ulatuslikku kasutamist progressiivsete tööriistade alusel. Mitmed vormid on kiire töötlemise jaoks hädavajalikud. Osade töötlemise protsessi ajal on mõnikord vaja teha teine operatsioon varem moodustatud osadega. Mõned osad võivad nõuda 5 või enamat toimingut, mis peegeldab protsesside kogust. See protsess võib töödelda metallilehte silindriliseks, kooniliseks ja poolkerakujuliseks kujuks. Sagedane pitseerimise ja pressimise kombinatsioon protsessis annab kogu disainile laia valiku valikuid, näiteks ääriku servade, asümmeetriliste rataste ja perforatsioonidega kujundite töötlemisel, selle protsessi eripärad on silmapaistvad.
Tehniline kirjeldus 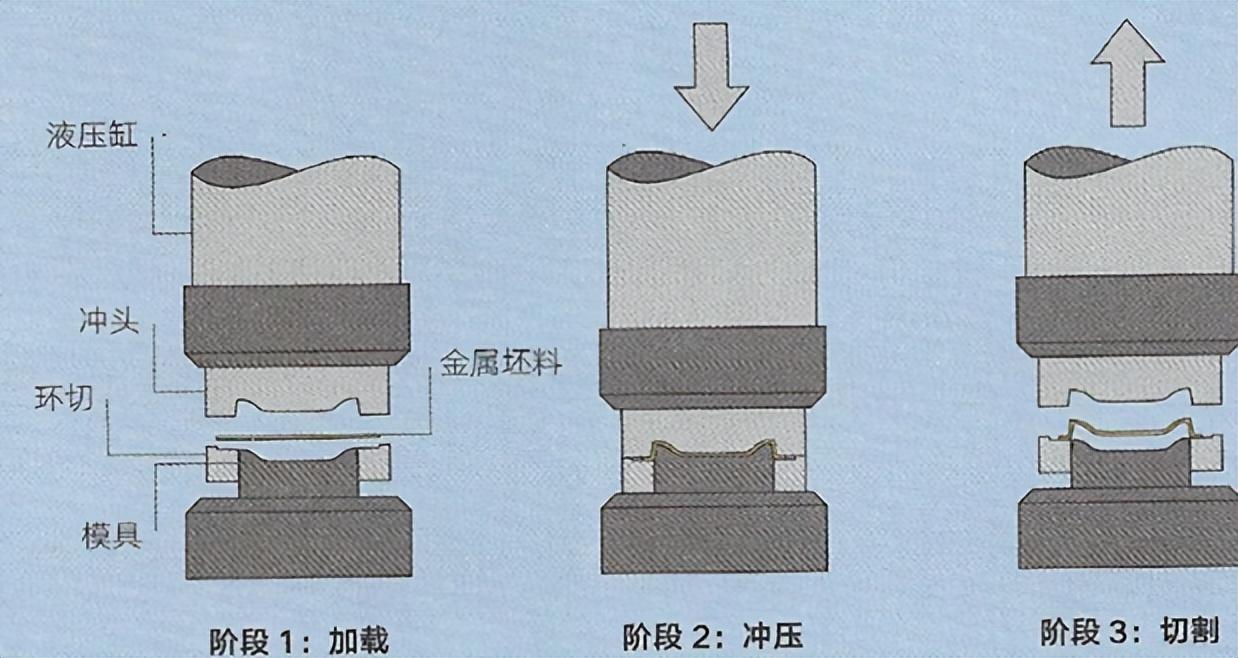
Metallistantsimine on eriline protsess, mis viiakse läbi pungimasinaga, mis kannab võimsust pungimisse läbi hüdraulilise silindri või mehaanilise seadme (näiteks nukrpressi). Üldiselt valitakse hüdraulilised balloonid seetõttu, et neil on kogu templitsükli jooksul ühtlane rõhk ning mehaanilisi seadmeid kasutavatel balloonidel on koht ka metallitöötlemise tööstuses.
Pungid ja vormid on spetsialiseeritud ja tavaliselt teostavad ainult ühe vormimise või pungimise operatsiooni. Töötamisel laaditakse tavaliselt tööpingile metallpillid. Seejärel kinnitage punch ja lõpetage osa vormimisprotsess ühe taktiga.
Pärast vormimist liigub strippar üles ja väljutab osa, milles punktis osa eemaldatakse. Mõnikord on osade moodustamine pidev protsess ja pärast töötlemist peab see läbima ka templiprotsessi. Seda tuntakse üldiselt pideva hallituse töötlemise ja vormimise protsessina.
Nendes töötlemistingimustes viiakse töödeldud metalliosad töötlemise järgmisse etappi tööpingil. Seda protsessi saab juhtida käsitsi või ülekanderadade kaudu. Enamik süsteeme on automatiseeritud ja säilitavad töötlemiseks suure kiiruse. Järgmine samm võib hõlmata survetöötlust, stantsimist, curling või muud teisest töötlemist.
Tüüpiline templitöötlus on väga ulatuslik. Valdav enamik autotööstuse suuremahulistest metallitöötlemisprotsessidest on stantsimine või pressimine, sealhulgas autode kered, uste vooderdised ja trimmimine.
Seda protsessi kasutatakse metallkaamerakorpuste, mobiiltelefonide, telerite korpuste, kodumasinate ja MP3 mängijate töötlemiseks. Seda protsessi kasutavad ka köögi- ja kontoriseadmed, tööriistad ja noad. Selle protsessi abil saab töödelda osade välist kuju ja sisemist struktuuri.
Osade väikepartiide tootmine seotud protsesside abil saavutatakse lehtmetalli töötlemise, ketramise või painutamise kaudu. Need protsessid võivad toota metalli stantsimisega sarnaseid kujundeid, kuid nõuavad suhteliselt kõrgeid tööoskusi.
Kuigi templi- ja sügavjoonistusprotsessid on sarnased, esineb siiski märkimisväärseid erinevusi. Kui osa sügavus on suurem kui 1/2 läbimõõdust, peab osa olema piklik seina paksuse vähendamiseks. See nõuab järkjärgulist ja aeglast tööd, et vältida materjali liigset venitamist ja rebenemist.
Superplastiline vormimine võib kasutada lihtsaid toiminguid suuremate ja sügavamate osade tootmiseks. Kuid see töötlemine piirdub alumiiniumi, magneesiumi ja titaaniga, kuna see nõuab materjali superplastilisust.
Töötlemiskvaliteediga moodustatud metallprofiilid ühendavad osade metallmaterjalide paindlikkuse ja tugevuse, suurendades jäikust ja heledust.
Kui pinnaefekti nõuded ei ole eriti ranged, tuleb osasid pärast deformatsiooni vaid pisut töödelda rebritega. Liivapritsimist kasutatakse pinna kareduse vähendamiseks. Osasid saab töödelda ka pulbripihustamise, värvimise või galvaneerimise kaudu.
Need on meetodid madalate nõgusate kujundite kiireks ja täpseks valmistamiseks lehtmetalli abil. Ringid, ruudud ja hulknurgad saavad seda protsessi kasutada.
Õhukesed seinad võivad parandada osade tugevust ribide lisamisega ning see võib vähendada kaalu ja töötlemiskulusid. Sobiva vormi valimine võib töödelda komposiitkõverate ja keerukate pindadega profiile. Sarnane protsess selle töö lõpuleviimiseks on lehtmetalli töötlemine, kuid nõuab kõrgelt kvalifitseeritud töötajaid. Pehmeid vorme saab kasutada lehtmetalli töötlemisel ja metalli stantsimisel. Selle vormi üks külg on valmistatud jäigast kummist, mis võib avaldada piisavat survet, et moodustada pungile metallplaadi.
Projekteerimise kaalutlused: templistamine toimub vertikaalteljel. Seetõttu moodustatakse teisel templil nõgus nurk. Sekundaarne stantsimine hõlmab survedeformatsiooni, lõikepikendust ja lokerdamist.
Esimene tembeldamine võib defektse materjali läbimõõtu vähendada ainult 30%. Pidev töö võib vähendada läbimõõtu 20%. See tähendab, et mõnede osade töötlemine nõuab teatud arvu pidevat templistamist.
Sügavtõmbetehnoloogia puhul on protsess sageli piiratud masina töötlemisvõimsusega. Masinapõhja suurus määrab kihi suuruse ja pingutuspikkuse. Töötlemistsükli määrab käik ja osade keerukus.
Stampeeritud roostevabast terasest paksus on vahemikus 0,4 kuni 2 mm ja kuni 6 mm paksuseid plaate on võimalik töödelda, kuid kuju ja kuju mõjutavad seda.
Selle protsessi abil saab töödelda paljusid metallilehte, nagu süsinikteras, roostevaba teras, alumiinium, magneesium, kauss, vask, messing ja tsink.
Töötlemiskulud on suhteliselt kõrged, kuna töötlemisel on vaja kõrge tugevusega metallivorme. Pooljäikad kummivormid on madalamad kulud, kuid siiski vajavad ühepoolseid metalltööriistu ja sobivad ainult väikepartiide tootmiseks.
Töötlemistsükkel on väga lühike ja 1 kuni 100 osa saab töödelda 1 minuti jooksul. Vormide asendamine ja paigaldamine nõuab teatud aja.
Tööjõukulud on kõrge automatiseerimise taseme tõttu suhteliselt madalad. Poleerimine ja poleerimine suurendavad oluliselt tööjõukulusid.