

 English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

Mehaanilise töötlemise protseduuride kokkuvõte ja hinnang
1,Mehaaniline töötlemine:
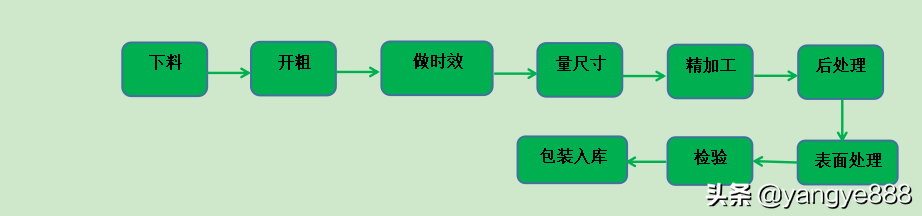
1) Lõikamine: kasutage saagimismasinat vastava materjali lõikamiseks töödeldavate osade ligikaudse suurusega. (Tavaliselt jätab 5-8mm pikkuse ja laiuse marginaali)
2) Karm lõikamine: kasutage treipingi, freesimismasinaid, traadilõikamist ja muid seadmeid joonisega nõutavate osade ligikaudse kuju töötlemiseks, eemaldades enamiku tühjast kogusest.
3) Õigeaegsus: Õigeaegsus jaguneb loomulikuks õigeaegsuseks ja kunstlikuks õigeaegsuseks. Looduslik vananemine tähendab töödeldava detaili seismist 24 tundi või kauem, samas kui kunstlik vananemine tähendab töödeldava detaili kuumtöötlemist kõrgetemperatuurilises kastis või kastiahjus. Ajaefektiivsuse eesmärk on kõrvaldada pinge ja vähendada töödeldava detaili deformatsiooni täppisprotsessi ajal.
4) Mõõtmete mõõtmed: Pärast vananemisprotsessi lõpetamist läbib töödeldav detail teatava deformatsiooni ja seda tuleb ülejäänud koguse määramiseks uuesti mõõta.
5) Täppistöötlus: järgige rangelt joonisega nõutavaid mõõtmeid täppistöötluse teostamiseks, et vastata joonisega nõutavatele töödeldavate detailide mõõtmetele. Kõrge täpsusega töödeldavate detailide puhul korraldatakse pooltäpitöötlusprotsessid vastavalt vajadusele enne täpsustöötlust.
6) Järeltöötlus: See protsess lisatakse eelmisesse protsessi vastavalt eri tüüpi osadele.
1. paigaldus: sealhulgas meildamine, saagimine, filiseerimine, sirgendamine, puurimine, keermestamine, silmutamine, kammimine ja kruvimine töödeldavate detailide.
2. lihvimismasin: kui töödeldava detaili välisringi, sisemise augu, otsapinna jne jaoks on vaja suurt täpsust, tuleb pärast täpset töötlemisprotsessi jätta marginaal ja lihvimiseks kasutada lihvimismasinat.
3. puurimismasin: suuruse, kuju ja asenditäpsuse kõrgete nõuetega aukude puhul kasutage töötlemiseks puurimismasinat.
4. vigade tuvastamine: töödeldava detaili tugevuse tagamiseks on standardsete kruviosade ja keevitatud osade puhul vaja pinnavigade tuvastamist.
7) Pinnatöötlus: Pärast töödeldava detaili töötlemise lõpetamist tuleb töödeldava detaili pinnale kanda pinnatöötlusi, nagu tavaline oksüdatsioon, impulsianododeerimine, kõva oksüdatsioon, passiveerimine, liivapritsimine, värvimine jne, et saavutada esteetilise ja oksüdatsiooni vältimise mõju.
8) Kontroll: On vaja kontrollida pinnatöödeldud töödeldavat detaili, sealhulgas erinevaid mõõtmeid, värve ja muud olulist teavet, et tagada vastavus joonistusnõuetele.
9) Pakendamine ja ladustamine: kvalifitseeritud töödeldavate detailide pakendamine ja ladustamine koos vastavussertifikaatide, kontrolliaruannete ja muude dokumentidega.
2,Töödeldud detailide noteeringu koostis
1) Materjalid: Arvutage materjalikulud erinevate töödeldavate detailide jaoks vajalike materjalide tiheduse ja hinna alusel. (ρ=m/v)
2) Töötunnid: peamiselt käsitsi töötamise tundid ja seadmete töötlemise tundid, hind arvutatakse personali tunnipalkade ja seadmete tunnitasude alusel, mis on korrutatud programmi tööajaga. (Programmeerimine)
3) Pinnatöötlustasu: arvutage hind töödeldava detaili joonisega nõutavate erinevate pinnatöötlusprotsesside põhjal.
4) Kasum: Arvutage ettevõtte tegevuse ja ulatuse põhjal kasuminoteering proportsionaalselt eespool nimetatud hinna alusel.
5) Maksu: Arvutage maksud vastavalt riigi nõutavale arveldusvormile ja maksupunktidele.
6) Transport: vastavad tasud võetakse erinevate transpordimeetodite alusel. (Näiteks lennutransport, logistika, kiirtransport jne.)
3,Protsessi tööaeg
Protsessi lõpuleviimiseks vajalik aeg, protsessi tunnid = ettevalmistustunnid + põhiaeg
Ettevalmistusaeg tähendab aega, mida töötajad kulutavad protsessidokumentidega tutvumiseks, tühjade kogumiseks, kinnituste paigaldamiseks, tööpinkide reguleerimiseks, nullpositsioonide joondamiseks ja kinnituste demonteerimiseks.
Põhiaeg on aeg, mis kulub protsessiprogrammi töötlemiseks.
4,Hindamiskulude hindamise meetod (seda meetodit kohaldatakse masstoodatud toodete suhtes võrdluseks)
Töötlemiskulud = (materjalikulud + töötlemistasu) * 1,2 ~ 1,5 (sealhulgas haldustasu, proovi ja väikese partii tegurid * 3 ~ 5)
Materjali maksumus = kaal (tihedus * maht) * ühikuhind (jüaani/kg)
Töötlemistasu = protsessi tunnid * ühikuhind (jüaani / tund)
5,Ühised alumiiniumi ja terase hinnad:
7075T6: Varras ja plaat
Väike tehas: umbes 38 jüaani/kg
Ettevõtte sõjaline standard: 96–100 jüaani/kg
1. Dongqing alumiiniumtööstus:
Riiklik standard: 45–48 jüaani/kg
Riiklik sõjaline standard: 78–80 jüaani/kg
2. Edela alumiiniumtööstus:
Riiklik standard: 52–60 jüaani/kg
Riiklik sõjaline standard: 100+jüaani/kg
2A12T4: varras, plaat
1. Dongqing alumiiniumtööstus:
Riiklik standard: 40–45 jüaani/kg
Riiklik sõjaline standard: 70–75 jüaani/kg
2. Edela alumiiniumtööstus:
Riiklik standard: 52–60 jüaani/kg
Riiklik sõjaline standard: 100+jüaani/kg
7075 toru: umbes 75–80 jüaani/kg; (Kohandamine nõutav, minimaalne tellimus 300kg)
2A12 torud on 10-20 jüaani / kg kallimad kui baarid ja plaadid
6061 vardad ja plaadid: umbes 30 jüaani/kg
6063 vardad ja plaadid: umbes 24-28 jüaani/kg
7075 T7351/T7451: umbes 80 jüaani/kg
7050: umbes 85 jüaani/kg
Terasmaterjal:
45 #, Q235: Praegune keskmine hind on umbes 7,5 jüaani / kg.
304 vardad ja plaadid: umbes 30 jüaani/kg. Umbes 20 jüaani/kg eelmistel aastatel
05cr17ni4: riiklik standard: umbes 55 jüaani/kg; Riiklik sõjaline standard: umbes 120 jüaani/kg
30CrMnsiA: riiklik standard: umbes 35 jüaani / kg; Riiklik sõjaline standard: umbes 80 jüaani/kg
1cr18ni9:26 jüaani/kg või nii
Pom (must, mitte leegiaeglustav): umbes 15/kg
Messing: umbes 60/kg
6,Üldkasutatavate töötlemisseadmete tsitaat:
1) Tavaline treiping: 35-45 jüaani / tund
2) CNC treiping: umbes 80 jüaani / tund
3) 3-teljeline mehaaniline keskus: umbes 60-120 jüaani / tund;
4) 4-teljeline mehaaniline keskus: umbes 150 jüaani / tund; Partii hind 120 jüaani tunnis
5) 5-teljeline mehaaniline keskus: 300-500 jüaani / tund
6) Lihvimismasin: 60 jüaani / tund
7) freesimine masin: 60 jüaani / tund
8) Sädeme masin: 80 ~ 150 jüaani / tund
9) Aeglane kõndimine siid: 60-150 jüaani / tund
10) Paigaldaja: 80/h
7,Ühised pinnatöötlushinnad:
1) Ben, valge oksüdatsioon: umbes 3 jüaani / detsimeeter ²
2) Must oksüdatsioon: umbes 4 jüaani / detsimeeter ²
3) Kõva väävelhappe anodeerimine: umbes 5 jüaani / detsimeeter ²
4) Passivatsioon: umbes 5 jüaani/detsimeeter ²
5) Pulsi anodeerimine: umbes 7,5 jüaani / detsimeeter ²; Tüki järgi: Väikesed esemed 5-10 jüaani / tükk
6) Liivapritsimine: umbes 1 jüaani/detsimeeter ²
7) Spray värvimine: tavaline spray värvimine (ilma poleerimise või kraapimise kitt): umbes 1 jüaani / detsimeeter ²
Tavaline protsessi värvimine: 3-3,5 jüaani / detsimeeter ²
8) Nikkelplaadimine (keemiline): 1,2 jüaani / detsimeeter ²
9) Tsingitud (valge): 2-3 jüaani / kg (töödeldava detaili kaal)

8,3D printimise tasu mudel
Tavaliselt tasutakse kasutatud materjalide kaalu alusel (jüuan/g) (lisatasud võivad kehtida, kui nõutakse muid töötlusi)
Tavaliselt kasutatavate materjalide võrdlushinnad on järgmised:
9,Keevitamine:
1) Keevisvarda keevitamine: kasutatakse peamiselt raua ja raua keevitamiseks, keevisvarda pinnal olevat oksiidiskaalat saab kasutada õhu isoleerimiseks ja keevishelme kaitsmiseks.
2) Topeltkaitse keevitus: süsinikdioksiidi kasutamine kaitsegaasina keevishelme kaitsmiseks paksu keeviskihiga.
3) Argoonkaare keevitamine: kõige laialdasemalt kasutatav keevitusmeetod, mis kasutab keevishelme kaitseks argoongaasi. Keevitustemperatuur on kõrge ja keeviskiht on õhuke ja kindel. Võib kasutada terase, alumiiniumi ja titaanisulamite keevitamiseks.
4) Laserkeevitus: Laser kõrge temperatuuriga lahustumise keevitustraat, nõrga tugevusega, mida kasutatakse peamiselt dekoratiivsete osade keevitamiseks.
5) Vaakumkeevitus: Keevitamine viiakse läbi vaakumkeskkonnas, kasutades argoonkaarkeevitust, et tagada keevishelme ja töödeldava detaili isoleerimine õhust ja keevitamine on usaldusväärne. Peamine meetod titaanisulamite keevitamiseks.






