

 English
English Spanish
Spanish Arabic
Arabic Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German French
French Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Malay
Malay Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

Stampeerimine, sepistamine ja ketramine on tavaliselt kasutatavad metallitöötlemise tehnikad. Kas olete eristanud nende sarnasusi ja erinevusi?
Templateerimise, sepistamise ja ketramise ühised punktid
Põhimõte on, et press avaldab survet vormis olevale metallile, suure efektiivsuse ja kiire töötlemiskiirusega; Kõik vajavad vorme, mille töötlemine on tavaliselt kallis, kuid edukalt töödeldud, võib neid masstoodada. 
Stampleerimisskeem
Tehnilised nõuded on kõrged, üldiselt nõuavad meisterhallitustehnoloogiat ja nõuavad märkimisväärseid investeeringuid, sepistamine nõuab veelgi suuremaid investeeringuid. Töötlemiseks kasutatavad masinad on enamasti mehaanilised või hüdraulilised pressid, mis võivad välja näha sarnased välismaistega, kuid seadmete struktuuris ja praktilistes rakendustes on palju erinevusi. Tegemist on kõigi töötlemistehnikatega ning nad ei tooda oma sõltumatuid tooteid. Templateerimine, sepistamine ja ketramine pakuvad allkasutajatele mitmeid või isegi sadu tooteid. Järgmise etapi nõudluse tõttu on nad vaid väike lüli tööstusharu keskjoones ja neil ei ole üldiselt hinnakujundusjõudu. Erinevused tembeldamise, sepistamise ja ketramise vahel
Stamping on põhimõtteliselt külmtöötlemine, loomulikult on ka kuumtemplimine, kuid see on suhteliselt haruldane; sepistamine on põhimõtteliselt kuum ja nõuab töödeldud materjali kuumutamist, samuti külmvormimist, kuid pärast lõpetamist on vaja ka kuumtöötlust; Spinning domineerib üldiselt külm töötlemine, kuid töötlemise ajal muutub materjal ise kuum. 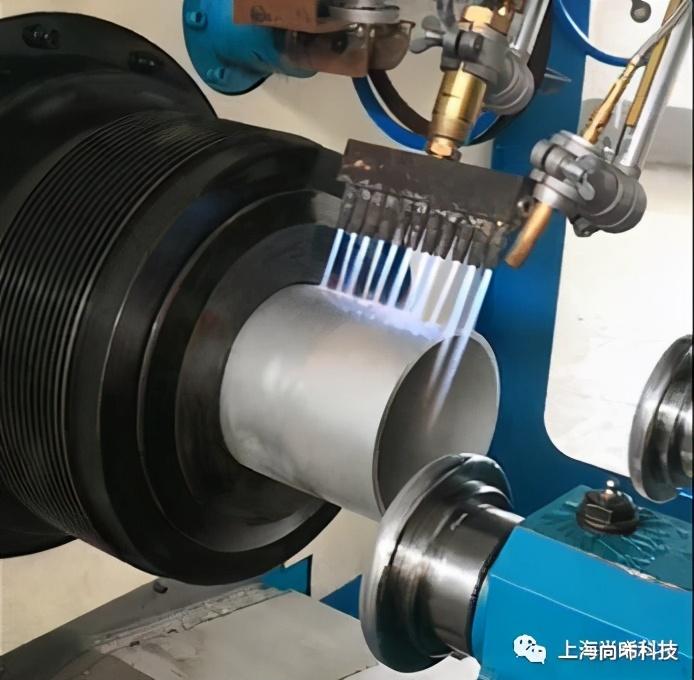 kuumketruse töötlemine
kuumketruse töötlemine
sepistamine hõlmab mahu deformatsiooni, metallikonstruktsiooni muutusi ja kolmemõõtmeliste kandekomponentide, näiteks väntvõllide ja mootorite ühendusvarraste töötlemist; Stamplimine on lehtmetalli deformatsioon, mis tavaliselt ei hõlma sisemist kristalli muutusi, vaid ainult lehtmetalli paksust ja tõmbedeformatsiooni. Töödeldud stantsitud osad on pingelised ja mitte, ning neil on lai valik rakendusi; Spinning ühendab endas templi- ja sepistamismeetodid, mis võivad muuta materjalide mahu (kuju) ja muuta ka nende paksust venitamise kaudu. sepistamiskoha töökeskkonna tingimused on suhteliselt karmid ja määrdunud, millega kaasneb tohutu müra, samuti tööstusahjude kütmise lõhn, jahutav grafiit, oksiidiskaala ja muud lõhnad; Templimistöökoda on suhteliselt parem, kuid templimasinate üles- ja alla kokkupõrke tõttu ei ole müra ka väike; Keskkond ketruse töökojas on suhteliselt hea. Enamikul ketrusmasinatel on kaitsevad uksed, mis võivad isoleerida müra, ja jäätmeid tekitatakse vähe või üldse üldse. Töötajate vaatenurgast on traditsioonilised tehased monotoonsed ja puuvad, stantsimise automatiseerimine on tavaline, sepistamine on suhteliselt raske ja ketramine tugineb peamiselt CNC-tehnoloogiale, mis ei nõua töötajatele suuri nõudmisi. Sõltumata töötlemistehnoloogiast kuulub see töötlevale tööstusele. Tootmine on oluline ja oluline alustööstus, mis on tihedalt seotud inimeste elatusvahenditega. Seega peame iga protsessi omadusi ja eeliseid täielikult ära kasutama, et valmistada suure nõudlusega tooteid ja suurendada riigi üldist tööstusvõimsust.






