English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque


01
Töötlemisseadmed
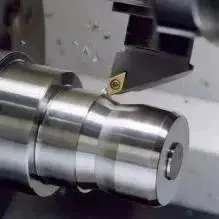
1. Tavaline treiping:
Treipingid kasutatakse peamiselt pöörlevate pindadega võllide, kettade, varrukate ja muude töödeldavate detailide töötlemiseks ning need on mehaanilises tootmises kõige laialdasemalt kasutatav tööpingitüüp. (Võib saavutada täpsuse 0,01 mm)
2. Tavaline freespink:
See võib töödelda lamedaid pindu, sooneid, samuti mitmesuguseid kumeraid pindu, käikusid jne ning töödelda ka keerulisemaid profiile. (Võib saavutada täpsuse 0,05 mm)
3. Lihvimismasin
Lihvimismasin on tööriist, mis lihvib töödeldava detaili pinda. (Saab saavutada täpsuse 0,005mm, väikesed osad võivad saavutada 0,002mm)
4. CNC treiping
Peamiselt puisttoodete, suure täpsusega osade jne töötlemine. (Võib saavutada täpsuse 0,01 mm)
5. CNC freespink
Peamiselt puisttoodete, suure täpsusega osade, keerukate osade, suurte töödeldavate detailide jne töötlemine. (Võib saavutada täpsuse 0,01 mm)
6. Traadi lõikamine
Aeglase traadi jaoks kasutatav elektrood on messingtraat ja keskmine traat on molübdeentraat. Aeglasel traaditöötlemisel on suur täpsus ja hea pinna siledus. Töödelge mõningaid täppisauu, täppissoone jne. (Aeglane traat võib saavutada täpsuse 0,003mm, keskmine traat võib saavutada täpsuse 0,02 mm)
7. Spark machine
Elektriline tühjendamine võib töödelda materjale ja keeruka kujuga töödeldavaid detaile, mida on tavaliste lõikemeetodite abil raske lõigata, ilma et neid mõjutaks materjali kõvadus või kuumtöötlemistingimused. (Võib saavutada täpsuse 0,005mm)
02
Protsessiteadmised
1) Vähema kui 0,05 mm täpsusega auke ei saa freesida ja need nõuavad CNC-töötlemist; Kui see on läbipääsu, võib seda ka traadilõigata.
2) Täppisauvad (läbivad augud) pärast kustutamist nõuavad traadilõikamist; Pimedad augud nõuavad töötlemist enne kustutamist ja täpset töötlemist pärast kustutamist. Enne kustutamist saab teha mittetäpsusaugud (jättes ühele küljele kustutamisvõimaluse 0,2 mm).
3) Alla 2 mm laiused sooned vajavad traadilõikamist ja 3-4 mm sügavusega sooned vajavad ka traadilõikamist.
4) Kustutatud osade töötlemata töötlemise miinimumluba on 0,4 mm ja kustutamata osade töötlemata töötlemise luba on 0,2 mm.
5) Pinnakatte paksus on üldiselt 0,005-0,008mm ja seda tuleks töödelda vastavalt eelplaadimise mõõtmetele.
03
Protsessi tööaeg
Protsessi aeg=ettevalmistusaeg+põhiaeg
Ettevalmistusaeg tähendab aega, mida töötajad kulutavad protsessidokumentidega tutvumiseks, tühjade kogumiseks, kinnituste paigaldamiseks, tööpinkide reguleerimiseks, kinnituste demonteerimiseks jne. Arvutusmeetod: kogemustel põhinev hinnang.
Põhiaeg on aeg, mis kulub metalli ära lõikamiseks.
04
Noteerimiskulude arvutamise meetod
Töötlemiskulud= (materjalikulud + töötlemiskulud) * 1.2
Koefitsient 1,2 sisaldab haldustasusid
Seadme maksumus= (töötlemismaterjali maksumus + töötlemiskulud + ostukulud + montaaži- ja silumiskulud + projekteerimiskulud) * 1,2
Koefitsient 1,2 sisaldab haldustasusid
Materjali maksumus = kaal (tihedus * maht) * ühikuhind (jüaani/kg)
Töötlemistasu = protsessi tunnid * ühikuhind (jüaani / tund)
Jaapani hankemaksumus (jüaan) = ostuhind (jeenid)/vahetuskurss
Riigisiseste hangete maksumus põhineb tarnija pakkumisel
Projekteerimistasu = töötunnid * ühikuhind (jüaan/tund)
Tsiteerimisteave:
1) Treiping: 60 jüaani/tund
2) freesimine masin: 60 jüaani / tund
3) Lihvimismasin: 60 jüaani / tund
4) Paigaldaja: 80 jüaani / tund
5) Mehaaniline keskus: 60-120 jüaani / tund
6) CNC treiping: 60-120 jüaani / tund
7) Sädeme masin: 80-150 jüaani / tund
8) Aeglane traadi lõikamine: 60-150 jüaani / tund; Alates 80 jüaani väikeste esemete puhul, 0,06-0,08 jüaani/mm2 suurte esemete puhul pindala järgi
9) Peen augu lahendus: süsinikteras, volframteras, 1 jüaan / mm materjalide läbimõõduga 0,3 või rohkem, 2-3 jüaani / mm materjalide läbimõõduga 0,3 või vähem; 0,3 ja rohkem, 1,8–2 jüaani/mm
10) Juhtimistasu: kuluhind * 0,2