

 English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

Külmtöötlemine lehtmetalli töötlemine on lõikamine, vormimine, ühendamine ja muud protsessid tooraine ümber, näiteks lehed, profiilid ja torud. Sellel on oma töötlemise omadused ja omadused, moodustades seega oma unikaalse töötlemise sisu, tootmisprotsessi ja tööstandardid.
Lehtmetalli töötlemise spetsiifiline töösisaldus on seotud lehtmetalli komponentide struktuuri ja keerukusega, üldiselt on selle töösisaldus ja etapid peamiselt järgmised.
Lehtmetalljooniste mõistmine on lehtmetalli töötlemise eeltingimus. Ainult osajooniste mõistmisega saame detailide struktuuri täiendavalt analüüsida ja selgitada, mõista detailide kuju, koostist, mõõtmeid ja asjakohaseid tehnilisi nõudeid ning jätkata järgmist töötlemist. Lehtmetallist osade joonised ei ole mitte ainult töötlemise alus, vaid ka toote kontrolli alus ja on olulised tehnilised dokumendid tootmisel.
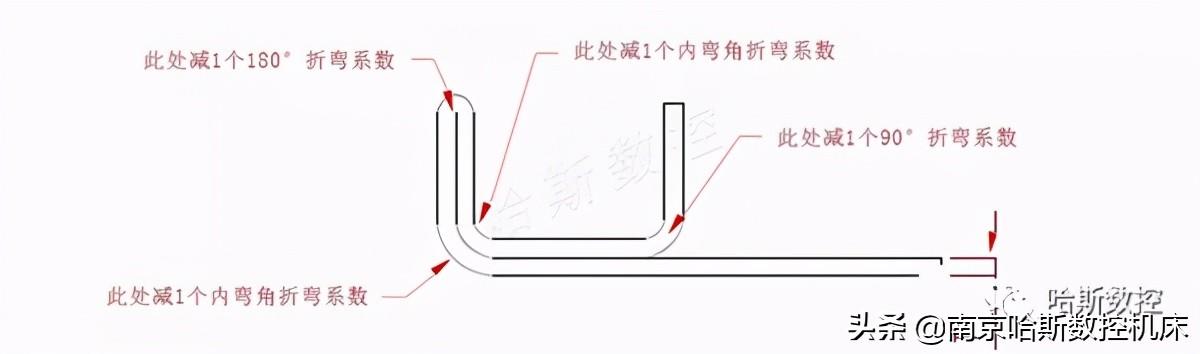
Lehtmetallist osa joonise mõistmise põhjal peaks lehtmetallist osa lahtivõtmise paigutus põhinema lehtmetallist komponendi materjali tüübil, struktuurilistel omadustel, kujul ja suurusenõuetel. Pärast tootmisprotsessi analüüsimist ja valimist tuleks töödeldud komponendil teha asjakohane töötlemine (näiteks töötluslubaduse lisamine, painutatud komponendi neutraalse kihi painderaadiuse määramine jne) ja vajalikud arvutused (liiga keeruliste arvutustega osade puhul saab neid määrata ka tootmise katsete abil) ning lahtivõtmise skeemi saamiseks tuleb läbi viia lahtivõtmisandmed, kõigi osade või nende osa täpselt joonistatud suhtes 1:1. Lahtivõtmine ja paigutus on lehtmetalli töötlemise esimene protsess ja sisuliselt on see ka protsessi spetsifikatsioonide (protsessidokumendid, mis täpsustavad lehtmetallkomponentide tootmisprotsessi ja töömeetodeid) vormistamise üks töösisu.
Protsessi spetsifikatsioonide ettevalmistamine kuulub lehtmetallkomponentide tootmistehnoloogia ettevalmistamisele, mida üldjuhul teostavad inseneri- ja tehnilised töötajad. Erinevates tööstusharudes ja erineva skaalaga ettevõtetes võib protsessi spetsifikatsioonide ettevalmistamine sõltuvalt komponentide keerukusest veidi erineda või võib esineda olukordi, kus nende täitmise eest vastutavad külmlehtmetallitehnikud või kõrgemad lehtmetallitöötajad. Tavaliselt peavad tavalised külmtöötlevad lehtmetalltöötajad täitma ainult töödeldud komponentide kokkupandatud paigutusskeemi märgistamise (märgistamise) ülesanded, valmistades proovivardad, mallid jne asjakohaste tehniliste dokumentide, näiteks kokkupandatud paigutusskeemide põhjal.
Panoraam
Tootmine ja töötlemine: vastavate lehtmetalli töötlemise tehnoloogia dokumentide põhjal kasutatakse erinevaid lehtmetalli töötlemise seadmeid ja tööriistu ning lehtmetallist osade jooniste nõuetele vastavate toodete valmistamiseks kasutatakse erinevaid töötlemismeetodeid (sealhulgas kuumtöötlus, pinnatöötlus jne).
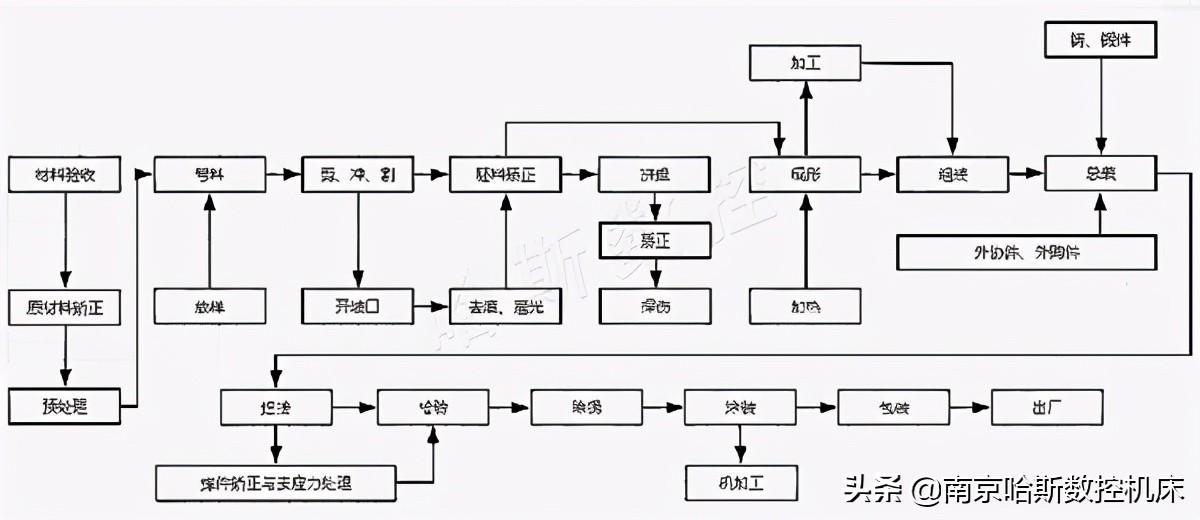
Tavaliselt hõlmab lehtmetalli töötlemise tootmisprotsess peamiselt materjali ettevalmistamise, paigutuse, töötlemise, montaaži, ühendamise, parandamise ja kontrollimise protsesse. Materjalide ettevalmistamine viitab peamiselt tooraine ja komponentide tühjade valmistamisele, sealhulgas terase kvaliteedi arvutamisele ning tasandamisele ja sirgendamisele. Kui plaadi suurus on suurem kui tooraine nõutavad spetsifikatsioonid, on vajalik ka ühendamine ja materjali ettevalmistamistöö hõlmab märgistamist, lõikamist ja ühendamist. Paigutus on joonistada toote mehaanilisel joonisel põhinev paigutusskeem, et määrata kindlaks osade või toodete tegelik kuju ja suurus, et valmistada proov ja kasutada proovi töötlemisjoonete, erinevate positsioonijoonete jne joonistamiseks toorainele (või tükkidele). Lõikamine on osade või tükkide eraldamine toorainest, kasutades selliseid meetodeid nagu lõikamine, pungimine või gaasilõikamine, mis põhinevad märgistamise ajal joonistatud joone kujul. Vastavalt osade erinevatele nõuetele peavad mõned tühjad veel läbima templi ja muud meetodid vormide kaudu, enne kui neid saab töödelda ja vormida. Vormistamise ajal saab seda jagada painutamiseks ja pressimiseks vastavalt erinevatele omadustele ning edasi jagada külmtöötamiseks ja kuumpressimiseks vastavalt vormimise ajal erinevatele temperatuuridele.
Teraskonstruktsioonide kokkupanek ja ühendamine hõlmab erinevate teraskonstruktsioonikomponentide kokkupanemist osadeks või toodeteks ning nende tervikuna ühendamist keevitamise, neetimise, poltühenduste ja muude meetodite abil. Kogu teraskonstruktsioonide monteerimisprotsess peab läbima põhjaliku ja range kvaliteedikontrolli, et vältida kvalifitseerimata materjalide, ebaõigete protsessi spetsifikatsioonide või osade või osade, mis ei vasta tolerantsnõuetele, tekitatud mõju toote kvaliteedile.
Kui kontrollimise ajal leitakse osades, komponentides ja toodetes deformatsiooni, tehakse tavaliselt teatud parandustööd, mis on ka teraskonstruktsioonide tootmise tehnoloogia oluline omadus.
Lõpuks, komponendi pinna korrosioonivastaste, kulumiskindlate, dekoratiivsete ja muude funktsioonide parandamiseks tuleb tootmise ja töötlemise lõpetanud komponendid sageli läbida järgmise kattetöötluse (peamiselt galvaneerimine, värvimine jne). Iga töötlemisetapi ja komponentide valmistoote kvaliteedi tagamiseks tuleb rakendada ka rangeid kontrollisüsteeme (sealhulgas töötleja enda enesekontroll ja spetsialiseeritud inspektorid).
 protsessi skeem
protsessi skeem
Protsessi voog on oluline tehniline dokument, mis juhib kogu komponentide töötlemise voogu, korraldab ja juhib tootmist ja töötlemist. Osade töötlemisel, mida ei lõpetata ühes töökojas või isegi ühes tehases, on see oluline alus ka protsesside voolule, tööjaotusele ja koostööle ning erinevate töökodade vastastikusele sidemele ja koostööle.
Kuna protsessivoog on kogu komponendi iga komponendi jaoks määratletud marsruut alates toorainest kuni kogu komponendi valmimiseni, nimetatakse seda ka protsessi marsruutiks.
Lehtmetalli töötlemise protsessi spetsifikatsioon määrab osade töötlemisvoogu, samas kui spetsiifiline töötlemise sisu juhib ja kontrollib protsessi spetsifikatsioon.
Protsessi spetsifikatsioon on tehniline dokument, mis juhendab osade tootmisprotsessi. Selle valivad protsessitehnikud vastavalt tootejoonistele, töödeldava detaili omadustele, tootmispartiile ning ettevõtte olemasolevatele seadmetele ja tootmisvõimsusele. Pärast mitme võimaliku protsessi hoolikat analüüsi ja võrdlust on optimaalne protsessisüsteem tehniliselt teostatav ja majanduslikult mõistlik. Tehnilises dokumendis on täpsustatud osa puhul kasutatud tühik, selle töötlemisviis ja töötlemise erimõõtmed; iga protsessi laad, kogus, järjestus ja kvaliteedinõuded; igas protsessis kasutatavad seadmete mudelid ja spetsifikatsioonid; Igas protsessis kasutatavate töötlemisvahendite (nt abitööriistad, lõiketööriistad, vormid jne) vorm; Iga protsessi kvaliteedinõuded ja kontrollimeetodid. Suure ja keeruka lehtmetallkonstruktsioonikomponendi puhul nõuab lehtmetalltöö tihti professionaalsete töötajate, näiteks keevitajate ja kraanaoperaatorite koostööd. Lehtmetallkomponentide puhul, mida töödeldakse otse survetöötlustehnikate abil (näiteks pressid, hüdraulilised pressid jne), nimetatakse seda tihti stantsimistöödeks; Töötlemistehnoloogia puhul, mis kasutab keevitust komponentide koostamiseks, nimetatakse seda sageli keevitustehnoloogiaks, samas kui montaažiprotsessi puhul, mis nõuab nii mehaanilist töötlemist kui keevitust, neetimist ja muid töötlemistehnoloogiaid, viidatakse sellele otse kui montaažitehnoloogiale või needitehnoloogiale.
Tuleb märkida, et protsessi spetsifikatsioonid ei ole kindlaks määratud ning neid tuleb tootmispraktikas pidevalt täiustada ja täiustada, kuna nende otstarbekus sõltub erinevatest ettevõtetest, tootmistingimustest ja isegi eri ettevõtjate tehnilisest tasemest. Üldine põhimõte on siiski, et protsessimenetluste ettevalmistamine peaks tagama tehnoloogia järkjärgulise arengu, protsessi teostatavuse ja majanduse ratsionaalsuse, säilitades samas head töötingimused.
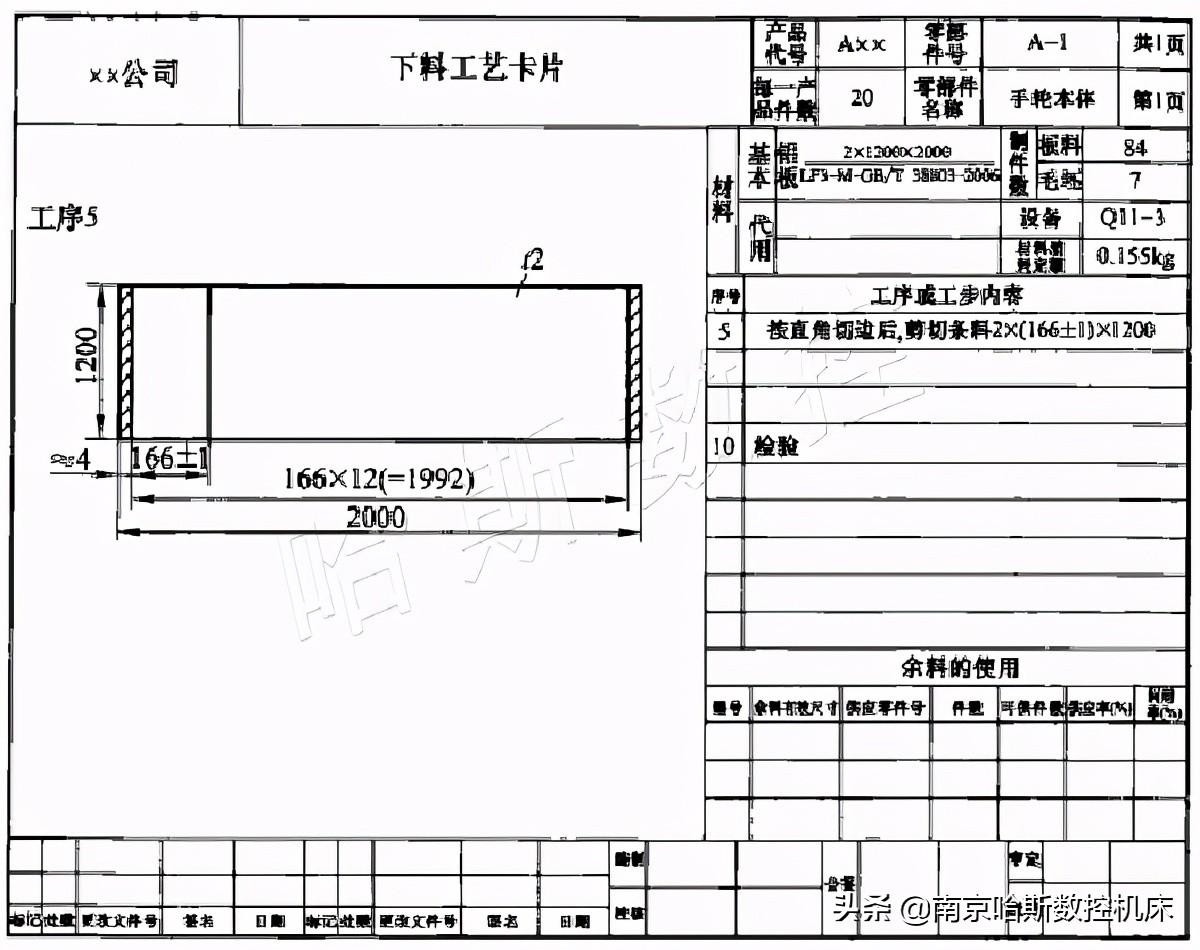
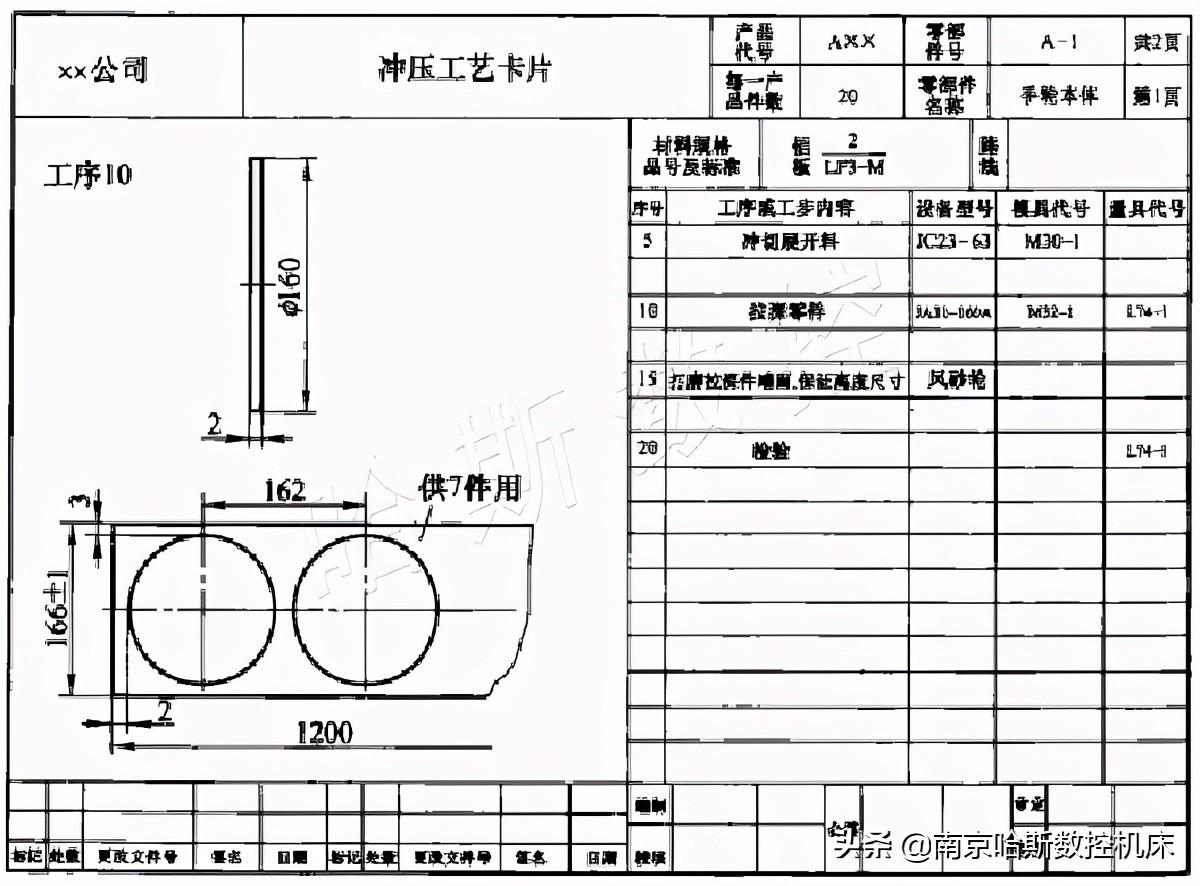
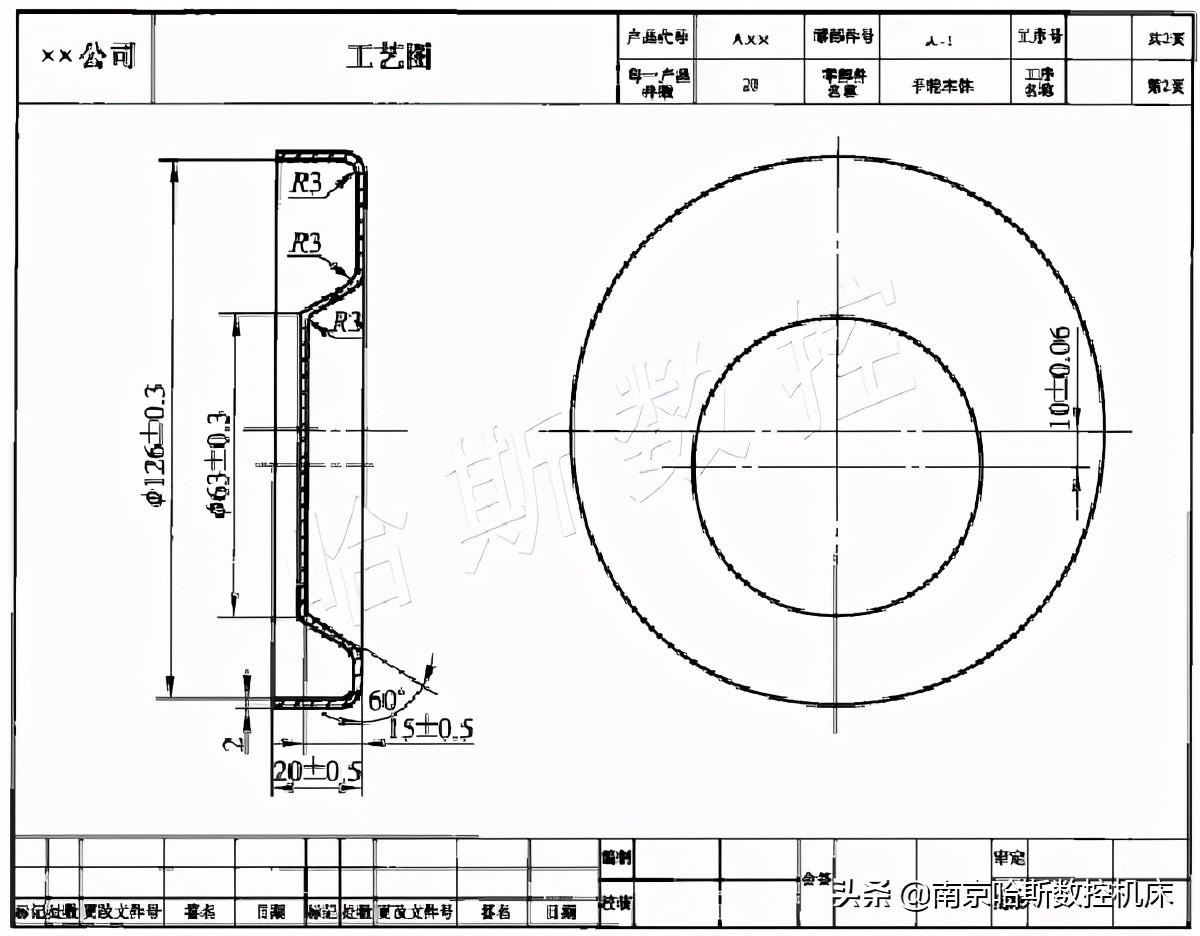
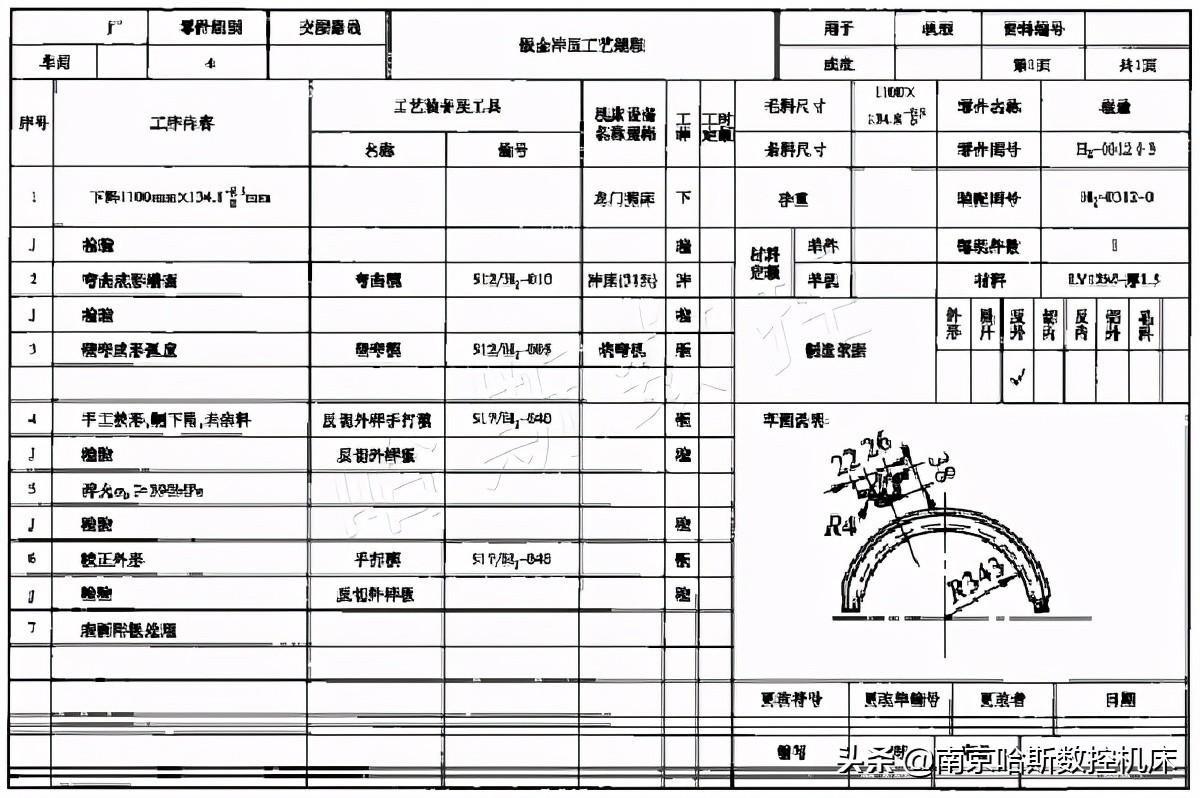
Nagu näidatud protsessi skeemil, on see osa teatud ettevõtte toote käsiratta korpus, mis on valmistatud 2mm paksusest LF3-M (5A03).Tootmispartii on suur ja on nõutav, et pärast osa moodustamist ei ole materjali paksuse ilmselget õhenemist ega pragunemist pärast kontrollimist. Pildil olev lõike- ja lõikamisprotsessi kaart on lõike- ja lõikamisprotsess. Kuna osad lõpetatakse peamiselt vastavate vormidega pressimasinaga, nimetatakse järgmist töötlemist stantsimiseks. Pildil olev stantsimisprotsessi kaart ja protsessi skeem on osa stantsimise töötlemise tehnoloogia.
Vormide ja mõõtevahendite (mõõturid, näidised) koodihalduse rakendamise põhjuseks protsessikaardil on vormide ja mõõtevahendite tootmise ja tehnilise juhtimise vajaduste hõlbustamine. Samamoodi korraldavad mõned ettevõtted tootmise ja tehnilise juhtimise vajadusteks tavaliselt templiosade ja muude materjalide lõikamist sõltumatu töökojana ning nende templitöötluse käsiraamatuid nimetatakse ühiselt lõikekaardiks. Mõned ettevõtted võivad oma omaduste põhjal integreerida templiosade lõikamise templitöökojaga ning sel juhul võib lõikekaardi ja templikaardi üheks kombineerida.
 lõikamisprotsessi kaart
lõikamisprotsessi kaart
 Stamping Process Card
Stamping Process Card
 protsessi skeem
protsessi skeem
 Lehtmetalli stankimise protsessi spetsifikatsioon
Lehtmetalli stankimise protsessi spetsifikatsioon
Üldiselt ei lõpeta kõigi lehtmetallist osade töötlemise tehnoloogia puhul sageli üks lõikamis- ja stantsimistöökoda. Paljud osad võivad olla vaheldatud ka mehaanilise töötlemise, kuumtöötluse, pinnatöötluse jne. Töökodade ja osakondade vahelise töötlemise juhiseid kontrollivad nende vastavad protsessi spetsifikatsioonid. Erinevates tööstusharudes aga erinevate toodete ja töötlusharjumuste tõttu, eriti madalate professionaalsete tehniliste nõuetega ja väikese keerukusega lehtmetallkomponentide töötlemisel koostatakse sageli tootmise juhtimiseks terviklik protsessi spetsifikatsioon. Lehtmetalli stantsimisprotsessi spetsifikatsioon on raami serva (valmistatud 1,5 mm LF12M materjalist) stantsimisprotsessi spetsifikatsioon teatud ettevõtte tootel.






