

 English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

1. Ühe kiibiga integreeritud ülekande protsess kasutab täielikku tasapinnalise protsessi tehnoloogiate komplekti, nagu lihvimine, poleerimine, oksüdatsioon, difusioon, fotolitograafia, epitaksiaalne kasv ja aurustumine, et samaaegselt valmistada transistoreid, dioode, takisteid, kondensaatoreid ja muid komponente väikesel räni ühekristallplaadil ning kasutab teatavaid isolatsioonitehnikaid, et isoleerida iga komponent üksteisest elektriõhususe seisukohalt. Seejärel aurustatakse räniplaadi pinnal alumiiniumist kiht ja söövitakse fotolitograafia tehnoloogia abil ühendusmustriks, mis võimaldab komponentidel vajaduse korral täielikku ahelasse ühendada ja toota pooljuht ühe kiibiga integreeritud ahela.
Ühe kiibiga integraallülitus
Ühe kiibiga integraallülituste arendamisega väikesest kuni keskmise suuruseni ja ülimahulistest integraallülitustest on välja töötatud ka tasapinnaline protsessitehnoloogia. Näiteks asendatakse difusioonidoping iooni implantatsiooni dopingprotsessiga; UV tavaline litograafia on arenenud täielikuks komplektiks mikrotootmistehnoloogiaid, nagu elektronkiirga kokkupuuteplaatide valmistamine, plasma söövitamine, reaktiivioonide freesimine jne; Epitaksiaalne kasv võtab kasutusele ka ultra-kõrge vaakummolekulaarse kiire epitaksia tehnoloogia; Keemilise aurusadestamise tehnoloogia kasutamine polükristalse räni, ränidioksiidi ja pinna passivatsioonikilede tootmiseks; Lisaks alumiiniumi või kulla kasutamisele võtavad omavahel ühendatud õhukesed liinid kasutusele ka protsesse, nagu keemiline auru sadestamine tugevalt dopeeritud polükristalse räni õhukesed kiled ja väärismetalli silitsiidi õhukesed kiled, samuti mitmekihilised ühendusstruktuurid.
Ühe kiibiga integreeritud lülitus on integreeritud lülitus, mis rakendab iseseisvalt ühikahela funktsioone ilma väliste komponentide vajaduseta. Ühe kiibiga integreerimise saavutamiseks on vaja käsitleda takistide, kondensaatorite ja toiteseadmete integreerimist, mida on raske miniatuurida, samuti iga komponendi üksteisest isoleerimist vooluahela jõudluse seisukohalt.
2. transistor, diood, takisti, kondensaator, induktor ja muud kogu vooluahela komponendid, samuti nende vastastikused ühendused, on kõik valmistatud metallist, pooljuhtist, metallioksiidist, erinevatest metallisegufaasidest, sulamitest või isoleerivatest dielektrilistest kiledest paksusega alla 1 mikroni ja kattuvad vaakumaurustusprotsessiga, pihustamisprotsessiga ja galvaaniplaadimisprotsessiga. Selle protsessi käigus valmistatud integraallülitust nimetatakse õhukese kile integraallülituseks. Peamine protsess:
 Thin Film Integrated Circuit
Thin Film Integrated Circuit
① Vastavalt ahelaskeemile jagage see esmalt mitmeks funktsionaalseks komponendiskeemiks, seejärel kasutage tasapinnalise paigutuse meetodit, et teisendada need tasapinnalisteks ahelaskeemideks substraadil, ja seejärel kasutage fotoplaatide valmistamise meetodit paksu kile võrgumallide tootmiseks seriprintimiseks
② Peamised protsessid paksukilevõrkude tootmiseks substraatidele on trükkimine, paagutamine ja takistuse häälestamine. Tavaliselt kasutatav printimismeetod on seriprintimine.
② Paagutamisprotsessi ajal laguneb orgaaniline sideaine täielikult ja aurustub ning tahke pulber sulab, laguneb ja kombineerib, moodustades tiheda ja tugeva paksu kile. Pakskete kilede kvaliteet ja jõudlus on tihedalt seotud paagutamisprotsessi ja keskkonna atmosfääriga, kuumutamise kiirus peaks olema aeglane, et tagada orgaanilise aine täielik kõrvaldamine enne klaasi voolamist; Paagutamisaeg ja tipptemperatuur sõltuvad kasutatavast läga- ja membraanstruktuurist. Paksa kile pragunemise vältimiseks tuleks kontrollida ka jahutuskiirust. Tavaliselt kasutatav paagutamisahi on tunnelahi.
① Pakskielsete võrkude optimaalse jõudluse saavutamiseks tuleb takisteid pärast põletamist reguleerida. Tavalised takistuse reguleerimise meetodid hõlmavad liivapritsimist, laserit ja pinge impulsi reguleerimist.
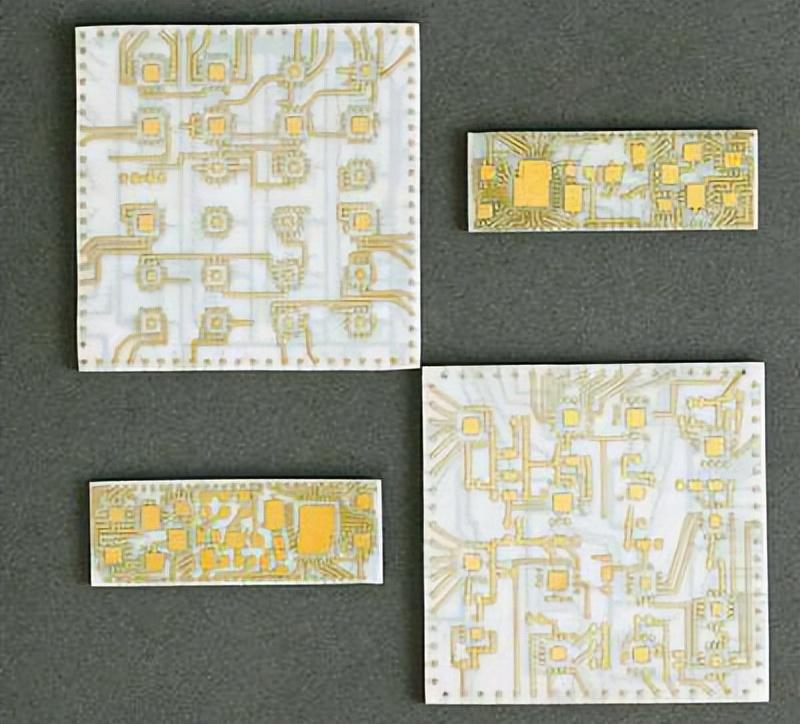
3. paksu kile integreeritud lülituste tehnoloogia kasutab seriprintimist alumiiniumoksiidi, berülliumoksiidi keraamika või ränikarbiidi substraatide ladestuskindluse, dielektriliste ja juhtmaterjalide ladestamiseks. Sadestusprotsess hõlmab peene traatvõrgu kasutamist erinevate kilede mustrite loomiseks. See muster on valmistatud fotograafiliste meetodite abil ja lateksi kasutatakse võrgusilma aukude blokeerimiseks kõigis piirkondades, kus katte ei ole ladestatud. Pärast puhastamist trükitakse alumiiniumoksiidi substraat juhtiva kattega, et moodustada sisemised ühendusliinid, takisti terminali jootmispiirkonnad, kiibi haardumisalad, kondensaatori põhjaelektroodid ja juhtkiled. Pärast kuivatamist küpsetatakse osad temperatuuril 750 kuni 950 ℃ moodustamiseks, liimi aurustamiseks, juhtmaterjali paagutamiseks ja seejärel kasutatakse trükkimis- ja põletusprotsesse takistite, kondensaatorite, hüpperite, isolaatorite ja värviliste tihendite tootmiseks. Aktiivsete seadmete valmistamiseks kasutatakse selliseid protsesse nagu madala eutektilise keevituse, peegeldusjootmise, madala sulamispunktiga põrkepöördtüüpi jootmise või talatüüpi plii. Seejärel paigaldatakse juhtmed paksu kile ahelate moodustamiseks.
 paksu kile integraallülitus
paksu kile integraallülitus
Pakske kile ahelate kile paksus on üldjuhul 7-40 mikronit. Pakske kile tehnoloogia abil mitmekihilise juhtmestiku ettevalmistamise protsess on suhteliselt mugav ja mitmekihilise tehnoloogia ühilduvus on hea, mis võib oluliselt parandada sekundaarse integratsiooni koostetihedust. Lisaks on plasma pihustamine, leegipihustamine, trükkimine ja kleepimine kõik uued paksukile protsessi tehnoloogiad. Sarnaselt õhukese kilega integraallülitustele kasutavad ka paksu kile integraallülitused hübriidprotsesse, sest paksu kile transistorid ei ole veel praktilised.
4. protsessi omadused: ühe kiibi integraallülitused ja õhukese kile ja paksu kile integraallülitused on igaühel oma omadused ja võivad üksteist täiendada. Üldahelate ja standardahelate kogus on suur ja kasutada saab ühe kiibiga integreeritud ahelaid. Väikese nõudlusega või mittestandardsete ahelate puhul kasutatakse tavaliselt hübriidprotsessi, mis hõlmab standardiseeritud ühe kiibiga integraallülituste ja aktiivsete ja passiivsete komponentidega hübriidintegraallülituste kasutamist. Paks kile ja õhuke kile integraallülitused ristuvad teatud rakendustes omavahel. Pakske kile tehnoloogias kasutatavad protsessiseadmed on suhteliselt lihtsad, ahela disain on paindlik, tootmistsükkel on lühike ja soojushajutus on hea. Seetõttu kasutatakse seda laialdaselt kõrgepinge, suure võimsusega ja passiivsete komponentide vähem rangete tolerantsnõuetega ahelates. Lisaks võib paksukilelaheliste ahelate tootmisprotsessis mitmekihilise juhtmestiku saavutamise lihtsuse tõttu suuremahulisi integreeritud ahelakiipe kokku monteerida ülimahulisteks integreeritud ahelateks keerulisemates rakendustes, väljaspool ühe kiibiga integreeritud ahelate võimalusi. Ühe- või multifunktsionaalseid ühe kiibiga integreeritud ahelakiipe saab kokku monteerida ka multifunktsionaalseteks komponentideks või isegi väikesteks masinateks.
5. Kasutamine ja ettevaatusabinõud: (1) Integreeritud ahelad ei tohi kasutamise ajal ületada oma piirväärtusi. Kui toiteallika pinge muutub kuni 10% nimiväärtusest, peavad elektrilised parameetrid vastama määratud väärtustele. Kui ahelas kasutatav toiteallikas on sisse ja välja lülitatud, ei tohi hetkepinget tekitada, vastasel juhul põhjustab see ahela lagunemise.
(2) Integreeritud lülituste töötemperatuur on tavaliselt vahemikus -30 ~ 85 ℃ ja need tuleks paigaldada soojusallikatest võimalikult kaugele.
(3) Käsitsi jootmisel integraallülitusi ei tohiks kasutada jootmisproone võimsusega üle 45 W ja pidev jootmisaeg ei tohi ületada 10 sekundit.
(4) MOS-integraallülituste puhul on vaja vältida värava elektrostaatilist induktsiooni riket.
Eespool esitatud on sissejuhatus integreeritud lülitustehnoloogiasse. Praegu ei arene ühekiibiga integraallülitused mitte ainult suurema integratsiooni suunas, vaid ka suure võimsusega lineaarsete, kõrgsageduslike ahelate ja analoogsete ahelate suunas. Mikrolaineahjude integraallülituste ja suure võimsusega integraallülituste osas on siiski õhukesel kilel ja paksukilel hübriidintegraallülitustel eelised. Spetsiifilises valikus kombineeritakse sageli mitmesuguseid ühekiibiga integreeritud lülitusi paksu kile ja õhukese kile integratsiooniprotsessidega, eriti täppiskisti võrgu ja takisti kondensaatorite võrgu substraadid on kinnitatud paksu kile takistidest ja juhtimisribadest kokku pandud substraatidele, et moodustada keeruline ja täielik ahela. Vajaduse korral saab üksikuid ülipiikeseid komponente ühendada isegi osade või kogu masina moodustamiseks.








