English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

Tere kõik, meie masinatööstuses on alati olnud peavalu probleem, mis on töö veamäär. Ma arvan, et iga sõber masinatööstuses on sügav arusaam sellest küsimusest.
Ma kulutasin mõnda aega CNC töö standardprotsessi korraldamiseks täna. Kui me seda protsessi järgime, siis ma arvan, et see võib vähendada palju tarbetuid vigu.
Juhid või sõbrad, kes on tööstuses uued, saavad selle koguda, printida ja riputada tööpingile.

1. Ettevalmistamine
Valmistada ette vajalikud tööriistad, seadmed jne. Esimene asi, mida tuleb iga päev tööl teha, on kontrollida, kas tööpingi erinevad parameetrid on normaalsed, näiteks kas käivitamisel esineb ebanormaalset müra, kas tööpingi erinevad komponendid saavad normaalselt töötada, kas määrdeõli, spindliõli jne on normaalsed ja hägususeta, ning valmistada tööpingi kontrollnimekiri. Kui toimub töötlemise üleandmine, on kõige parem anda see üle kirjalikult, mitte suuliselt, et vältida vastastikust üleandmist.
2. Power on
Kui masin ei ole pikka aega töötanud, käivitage soojendusprogramm 5–10 minutit pärast käivitamist. Kiirus ja söötmise kiirus suurenevad järk-järgult 20%-lt 80%-ni, kuni masina eelkuumutamine on lõppenud.
3. Programmi leht
Enne töötlemist on vaja hoolikalt lugeda programmi lehte ja jooniseid, kinnitada, et töötlemistöö number on sama ja suurus on sama, ning asetada töödeldava detaili suund vastavalt programmi lehele.
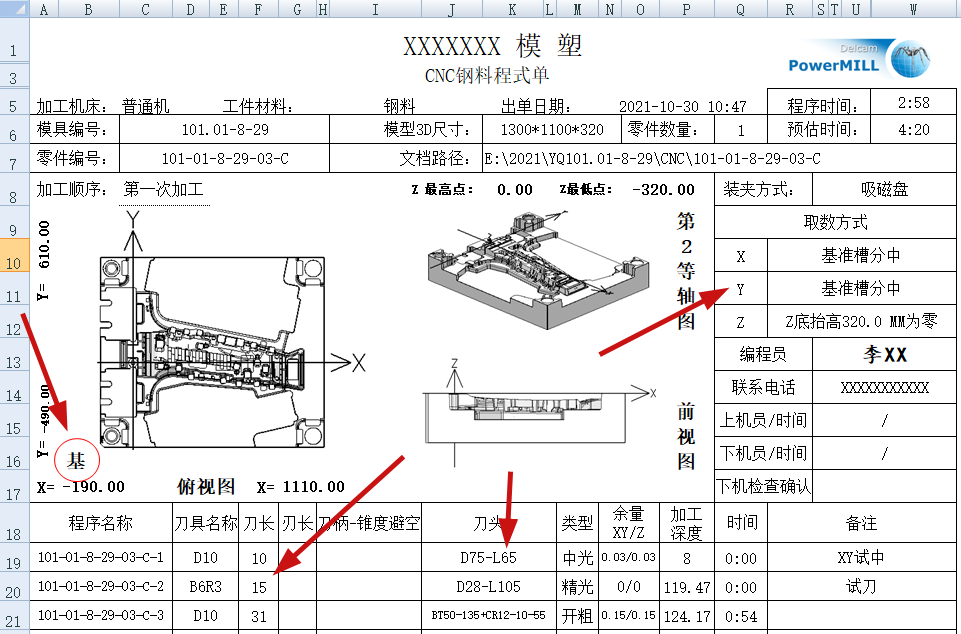 Töötlusprogrammi leht
Töötlusprogrammi leht
4. Enne masinasse sisenemist
Enne töödeldava detaili paigaldamist masinale tuleb tööpind põhjalikult puhastada. Kui töödeldaval detailil on purustatud, tuleb see puhastada failiga ja puhastada tolmust, õliplekkidest, veeplekkidest jne.
5. Tabeli trükkimine
Tabeli valmistamisel on oluline märkida, et kui see on sile materjal, tuleb kontrollida materjali paralleelsust, risti ja tasandust ning enne tabeli kalibreerimist tuleb kinnitada töödeldava detaili nurga joonlaud.
6. Score in the middle
Jagunemise ajal tuleb programmilehel selgelt näha võrdlusnurk, pärast jagunemise lõpetamist tuleb seda uuesti kontrollida ning vajadusel peaksid meeskonna juht või kolleegid teineteist kontrollima.
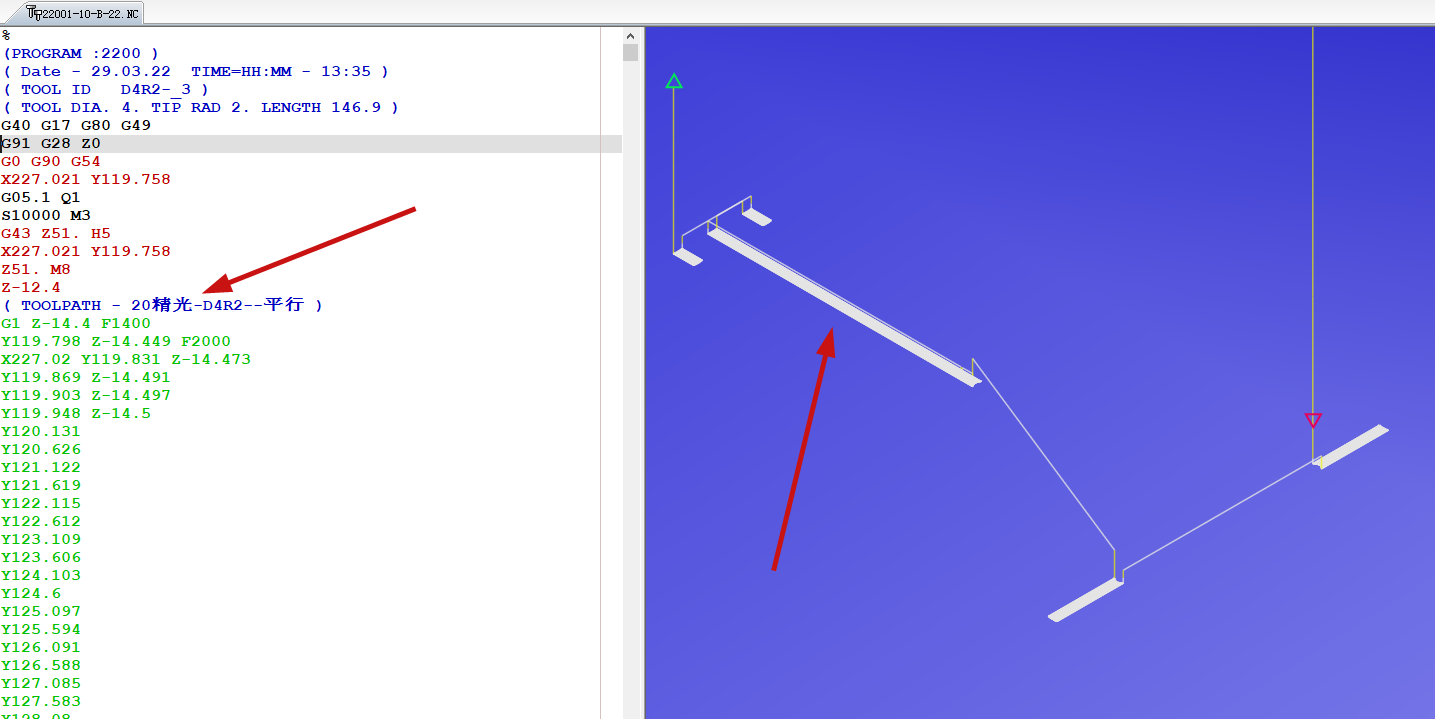
7. Simulatsioon
Enne iga programmi käivitamist tuleb kontrollida tööriista tee simulatsiooni, et programmiga ei esineks probleeme töötlemise ajal. Töötlemise alguses tuleb söötmise kiirus määrata aluseks või töötada ühes sektsioonis. Pärast tööriista normaalset sisenemist tuleb kiirust suurendada ja esimene lõige teha, et kinnitada, kas sügavus ja lõikeasend on õiged. Probleemide tekkimisel tuleb töötlemine viivitamatult katkestada.
8. Töötlemisprotsess
Töötlemisprotsessi ajal on vaja tähelepanelikult jälgida tööriistade osakeste või lõiketööriistade kulumist, lihvida tööriistu õigeaegselt ja asendada tööriista osakesed, et vältida tööriista purunemist või tööriistahoidiku kahjustamist. Pärast töötlemise normaalset töötlemist valmistage ette järgmise programmi või töödeldava detaili jaoks ja korraldage töötlemisaeg mõistlikult.
9. Enesekontrolli lõpuleviimine
① Pärast töödeldud detaili töötlemist on esimene samm enesekontroll ja ainult pärast kontrolli läbimist saab selle masinast eemaldada. Seejärel asetage töödeldav detail töödeldud alale.
② Töötlemisvigade tuvastamisel teavitage koheselt kohapealset vastutavat isikut.
10. 6S spetsifikatsioon
Käitajad peaksid paigutama tööriistad ja töödeldavad detailid kogu tööprotsessi vältel sobivatesse kohtadesse ning hoidma ala puhtana ja korras, saavutades tõeliselt "korralduse, parandamise, puhastamise, puhtuse, kirjaoskuse ja ohutuse".
11. Ülekanne
Enne töölt lahkumist on vaja töö programmilehe alusel järgmisele operaatorile üle anda, selgitada, kus seda ei ole tehtud, mis vajab tähelepanu ja mis on kiireloomuline, ning pidada arvestust.
Ülaltoodud on minu arusaam CNC töötlemisprotsessist. Kui teil on paremaid protsesse või veaennetusmeetmeid, jätke palun teade, et arutada ja teha edusamme koos.