English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

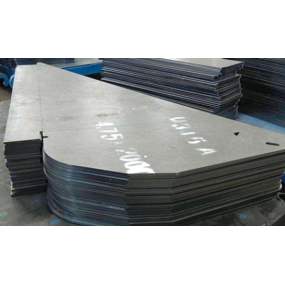
Üldiselt viitab lehtmetalli töötlemine, millele me tavaliselt viitame, ühtlaselt paksude plaatide töötlemise tehnoloogiale ilma hallituse vormimise vajaduseta. Tootmiskiirus on aeglane, sealhulgas lõikamine, painutamine, venitamine, keevitamine, pihustamine, montaaž jne, sealhulgas peamiselt lõikamine, pungimine, voltimine, keevitamine ja liimimine töötlemise etapid. Seetõttu on lehtmetalli töötlemine võtmetehnoloogia, mida lehtmetalli tehnikud peavad haarama, ja see on ka oluline protsess lehtmetallistoodete vormimiseks. Kas te teate, milline on lehtmetalli töötlemise protsess? Allpool tutvustab Aima Technology Co., Ltd toimetaja teile:

Lehtmetalli töötlemise tootmisprotsess on järgmine:
1. Lõikamine:
Peamiselt numbriline mulgustamine ja laserlõikamine. Numbriline pungimine tähendab CNC pungimismasinate kasutamist töötlemiseks, paksusvahemikuga 3mm külmvaltsitud ja kuumvaltsitud plaatide jaoks, 4mm alumiiniumplaatide jaoks ja 2mm roostevabast terasest plaatide jaoks. Pungitamisel on väikese suuruse nõuded, mis on seotud augu kuju, materjali omaduste ja paksusega. Laserlõikamine on laserlõikamisprotsess, mille töötlusvahemik on 20 mm külmvaltsitud ja kuumvaltsitud plaatide jaoks ja 10 mm roostevaba terase jaoks. Selle eelised on töödeldud lehtmetalli suur paksus, töödeldava detaili kiire lõikekiirus ja paindlik töötlemine.
2. Painutamine:
Painutatud osade painutusraadius on minimaalne, materjali painutamisel venitatakse väliskiht ja sisekiht surutakse ümardatud alale. Kui materjali paksus on konstantne, mida väiksem on sisemine painutusraadius, seda raskem on materjali venitamine ja tihendamine; Kui väliskihi tõmbejõud ületab materjali piiri, tekib purunemine ja purunemine.
3. Sirutamine:
Pikendusosa põhja ja sirge seina vaheline filee raadius peaks olema suurem kui plaadi paksus. Pikendatud materjali paksus muutub teatud määral. Originaalne paksus säilitatakse üldjuhul põhja keskel, materjal põhjafilee juures muutub õhemaks, materjal ääriku juures üleval muutub paksemaks ja materjal filee juures ristkülikukujulise venitusosa ümber muutub paksemaks.
4. Keevitamine:
Peamiselt kaarkeevituse ja gaasi keevitamise jaoks, mille hulgas kaarkeevitus on paindlik, mobiilne, laialdaselt kohaldatav ja võib teostada kõiki asendi keevitamist; Kasutatavad seadmed on lihtsad, vastupidavad ja madalad hoolduskulud. Kuid tööjõu intensiivsus on kõrge ja kvaliteet ei ole piisavalt stabiilne, sõltuvalt operaatori tasemest. Lehtmetalli töötlemine sobib süsinikterase, madala legeeritud terase ja värviliste sulamite, nagu vask ja alumiinium paksusega 3 mm või rohkem, keevitamiseks. Gaasikeevituslikkide temperatuuri ja omadusi saab reguleerida ning võrreldes kaarkeevitusega on soojusallikal laiem soojusega mõjutatud tsoon, vähem kontsentreeritud soojus kui kaar ja madalam tootlikkus. Seda kasutatakse õhukese seinaga konstruktsioonide ja väikeste osade keevitamiseks ning võib keevitada terast, malmi, alumiiniumi, vase ja selle sulamite, kõvade sulamite jne.
5. Spray kate:
Kasutades ahju ja muid masinaid õli, pulbri ja muude töötluste automaatseks pihustamiseks riistvara komponentide pinnale, muudetakse toote välimus ilusaks ja atraktiivseks, mis vastab pakendamise ja saatmise nõuetele.
6. Kontroll:
Lehtmetalli töötlemistoodete tootmisprotsessi kontrollib reaalajas kvaliteedikontrolli osakond, et vähendada tootmiskudu ja defektimäärasid, tagades tootmise kvaliteedi.
7. Ladustamine:
Tooted, mis on läbinud eespool nimetatud protsessid lehtmetalli töötlemisel, on vastanud ladustamise ja saatmiseks ettevalmistamise nõuetele ning neid võib pakendada ja ladustada.
Kokkuvõttes on see lehtmetalli töötlemise tootmisprotsess. Lehtmetalli töötlemine nõuab ainult lihtsaid kinnitusi ja vorme, mis võivad tõhusalt asendada keerukate vormide kasutamise töötlemisviisi pungitamiseks ja lõikamiseks, lühendades oluliselt tootmistsüklit ja vähendades tootmiskulusid.Seetõttu kasutatakse lehtmetalli töötlemist laialdaselt meie igapäevaelus.