English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

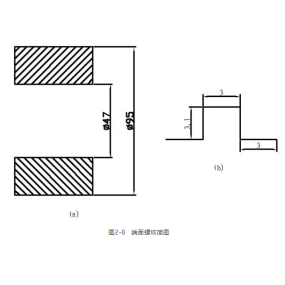
Ma tahan teha külma pressimise protsessi täiuslikumaks, mitte ainult sellepärast, et ma mõistan vorme! Külma ekstrusiooni töötlemise vormide disain on alles esimene samm, kuid loomulikult on see samm ka eriti oluline! Kui hallitusstruktuuri disain on ebamõistlik, ei ole mitte ainult raske saavutada soovitud toote efekti, vaid hallitusstruktuuri kahjustamise kiirus on ka väga kiire. EMAR metalli pidev survekülm pressimine simuleerib tavaliselt protsessi tühjast lõpptooteni. Kui määratakse lõpule kümme etappi (välja arvatud lõikamine ja serva lõikamine), ei ületa simuleeritud tühja vormimisprotsessi deformatsioon igas etapis 10% ja painutamine R nurk ei saa olla liiga suur, vastasel juhul mõjutab see tõsiselt löögi eluiga. Kui punch külma ekstrusiooni töötlemise stantsis kahjustatakse liiga kiiresti, tuleb punch struktuur ümber kujundada, vastasel juhul ei mõjuta see mitte ainult tõhusust, vaid ka kasumlikkust. Lõppude lõpuks, kahjustamine volframterasest punch võib maksta sadu dollareid ja parandamine pidev stants võtab ka vähemalt kaks päeva! Tugeva pressimisrõhu all mõjutab hallituse õõnsuse siledus hallituse eluiga ja materjalide voolu ning sellele tuleb pöörata erilist tähelepanu. Külma ekstrusiooni töötlemise vormide projekteerimisel on palju tehnikaid, mida siin ei töötata. Nüüd räägime külma ekstrusiooni töötlemise materjalide lõõmutamise küsimusest. Pidev survepressimine ei nõua lõõmutamist igal etapil, sest põhimõtteliselt lõpetatakse toode 0,3 sekundiga tühjast lõpptooteni ja toode on tootmisprotsessi ajal peaaegu valmis jahutamata. Kuid alguses tuleb toorained enne tootmist korralikult kuumutada, vastasel juhul on tavaline, et vormid kuivavad. Meil on vaja eksperte, kes mõistavad siin materjale, sest erinevatel materjalidel on erinevad lõõmutamisviisid ja on väga oluline saavutada materjali parim plastilisus olek läbi lõõmutamise! Kolmanda külma ekstrusiooni töötlemise määrdetöötlus on samuti oluline tegur, kas külma ekstrusiooni töötlemisel toodetud tooteid saab hästi teha. Tavalist vähese süsinikdioksiidisisaldusega terast töödeldakse fosfatsiooni ja seebistamisega, millel on väga hea mõju. Niklil põhinevate sulamite puhul on vaja teist oksaalhappe töötlemise valemit. Materjalide nagu hapnikuvaba vask ja alumiinium töötlemismeetodid on üsna erinevad, parim on vääveldatud loomaõli, millele järgneb taimeõli. Vajaduse korral võib kasutada ka seepi ja vett. Siin on palju teadmisi, samuti on palju eksperte materjalide määrimise alal, kes on tõesed või valed. Ühes lauses on kolm võtmepunkti külma ekstrusiooni töötlemisel: vormi konstruktsiooni disain, materjalid, kuumtöötlus, materjalid, määrde. Te peate olema ekspert, et seda tööd hästi teha! EMAR Hardware on aastakümneid uurinud külma ekstrusiooni töötlemist. Soovin jagada oma kogemusi ja teadmisi külma ekstrusiooni töötlemise kohta, lootes olla abiks sõpradele külma ekstrusiooni töötlemise tööstuses!