English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

Spetsifikatsioonid, mis on saadud mõõtmisel Shenyangi lehtmetalli töötlemisel. Piirmäärade spetsifikatsioon võimaldab üksikasjalikult muuta kahte piirmäära. See põhineb tema juurede suurusel. Suuremat kahest piiriväärtusest nimetatakse suureks piirangu suuruseks; Väiksemat nimetatakse väikeseks kimbuks, mis seob suurt ja väikest. Algebraline erinevus, mis saadakse teatud normi põhinormi lahutamisel. Standardne hooletus on järgmine: üles-alla hooletust võib nimetada äärmiseks hooletuseks ning üles-alla hooletust võib olla positiivne, negatiivne või null. Riiklike õigusaktide kohaselt on aukude ülemine rikkekood ES, alumine rikkekood EI, ülemine rikkekood võllidele ES ja alumine rikkekood võllidele EI
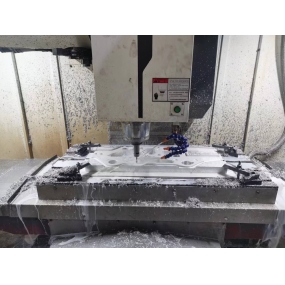
Shenyang lehtmetalli töötlemine on oluline tehnoloogia, mida lehtmetalli töötlejad peavad õppima, ja see on ka oluline protsess lehtmetallistoodete vormimiseks. Lehtmetalli töötlemine hõlmab traditsioonilisi meetodeid ja tehnilisi parameetreid, nagu lõikamine, pungimine ja painutamine vormimine. Allpool räägib toimetaja teiega lehtmetalli töötlemise tööprotseduuridest. Kui elektriseadmete kaablid on kahjustatud, tuleb need enne kasutamist parandada, vastasel juhul võib tekkida oht. Kui kodutöö käigus on pulbrit või jääke, peaks operaator kandma kaitseprille ja maski. Lihvkettade ja nurgalihvide kasutamisel ei tohiks nende ümber olla tuleohtlikke ega plahvatusohtlikke materjale, et vältida sädemete pritsmist ja tulekahju tekitamist.

Lehtmetalli töötlemisandmete paksus Shenyangis on 1,7 korda. Lehtmetallitehased kasutavad painutamise vähendamise materjalina tavaliselt 1,7 korda materjali paksust. Lehe pikenduse lihtsustatud arvutamine. Kui mehaanilise täpsuse nõue ei ole kõrge, saab otse kasutada õhukesi plaate. Materjalid varieeruvad ja alumiiniumplaadi materjali paksust saab arvutada vastavalt 1.6. Roostevabast terasest materjali paksus võib ulatuda 1,8 korda. Painutamise vähenemine = andmete paksuse korrutamine + 1/3. Seda valemit kasutatakse lehtmetalli painutusastme arvutamiseks lehtmetalli pikaajalise töötlemise ajal. See on ka ligikaudne raamatupidamismeetod. Selle teoreetiline selgitus on: näituse pikkus = pikkus a + b-2 korda andmete paksus + paksuse pikendustegur 1/3. Arvutage lühikese sirgjoone pikkus ja lisage venituskoefitsient. Üldiselt arvatakse, et lauad venitatakse painutamisel.
(Kõik ülaltoodud sisu on pärit internetist. Kui teil on küsimusi, võtke minuga ühendust selle kustutamiseks.)