

 English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

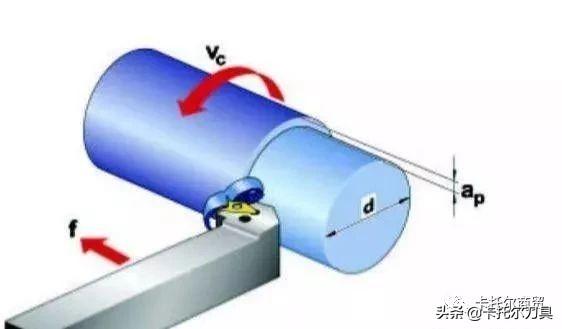
Treimine on mehaaniline meetod, mis kasutab spetsiifilise kujuga lõikeservasid töödeldava detaili pööramiseks. Üldiselt läbib töödeldav detail pöörlemise, samas kui ühe lõikeserva tööriist liigub mööda töötlemispinda. Võrreldes puurimise ja freesimisega on treimine kaasaegse töötlemise kõige levinum töötlemisviis. Tänapäeval piirdub treimise probleem lihtsalt kiipide koostise ja töötlemiskuludega. Treimiskiipide voolusuund ja kiibi purunemine on reguleeritavad, mis mitte ainult ei tähenda lõikematerjali eemaldamist töötlusalalt, vaid ka kiibid peavad murduma kontrollitud viisil ja kandma ära lõikeprotsessi tekitatud lõikesoojuse nii palju kui võimalik.
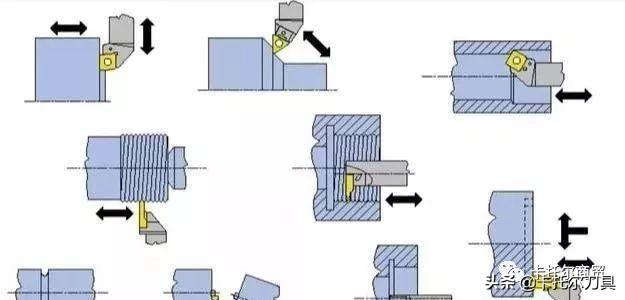
1,Treimissortid
2,Aukude töötlemine

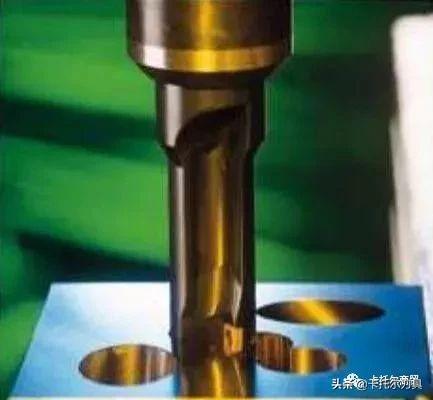
3,Aukude töötlemise erinevus

4,Jahvatamine
freesimine on ka mehaaniline meetod, mis hõlmab metalli liigendatud lõikamist läbi liikumise. Tööriist pöörleb, samal ajal kui üldine töödeldav detail toidetakse sirgelt tööriista suunas. Mõnel juhul kleepub töödeldav detail fikseeritud ja pöörleva tööriista külgmiseks lineaarseks söötmiseks. freesimistööriistadel on mitu lõikeserva, mis suudavad pidevalt lõigata teatud koguse materjali. Kaks või enam lõikeserva lõikavad materjali kokku, nii et tööriist lõikab materjali teatud sügavuseni töödeldaval detailil. Karmimat töötlemist tähistab kiipide lõikamise kogus ning töötlemata töötlemisel valitakse kõrge sööde ja maksimaalne lõikesügavus, et lühikese aja jooksul lõigata võimalikult palju kiipe. Karm töötlemine ei nõua töödeldava detaili kõrget pinnakvaliteeti. Täppistöötluse käigus on peamine tähelepanu pöörata pigem töödeldava detaili pinnakvaliteedile kui kiipide mahule. Üldiselt kasutatakse täppistöötlusel väikeseid lõikesügavusi. Kui soovite õppida UG programmeerimist, saate õppematerjale QQ grupist 45867470. Tööriista teisesel lõikeserval on eriline kuju. Vastavalt kasutatavale tööpingile, lõikemeetoditele, andmetele ja valitud standardfreespingile võib pinna kvaliteet suurepärastes tingimustes ja isegi ulatuses ulatuda Ra1,6 µm-ni.

5,freesimise sort
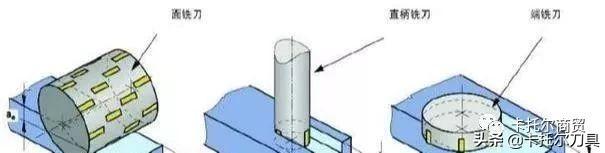

6,Face freesimine
Määratlus: töötlemistasand. Pindade freesimine on kõige sagedamini kasutatav freesimisviis, mida kasutatakse tööriista pinnaga paralleelsete tasandite freesimiseks. Jahvimislõikurid paigaldatakse sageli spindlile. Lõpppinna freesimise protsess võib kasutada teatud läbimõõduga lõiketööriistu, et lõpule viia töödeldava detaili töötlemine ühe taktiga, ja võib kasutada ka freesleike läbimõõduga, mis vajavad töödeldava detaili töötlemise lõpuleviimiseks mitut tõmmet.
7,Otse freesimine
Määratlus: töödelda ligikaudu 90 astme pindu. Seda tüüpi freesimine on mõnevõrra sarnane pinnafreesimisega, kuid ümbritseva lõikeserva nurk mängib otsustavat rolli. Kui töödeldava detaili teatud osal on 90 õla, saab kasutada ainult seda tüüpi tööriista. Tööriista küljepind (peamine hälbe nurk) on paralleelne pöörlemisteljega. Seda freesimist kasutatakse sageli astme freesimiseks, õla freesimiseks või otsafreesimiseks.

8,Profiili freesimine
Määratlus: vabakujulise pinna töötlemine (kumer pind)

9,Groove asendamine treimiseks, puurimiseks ja täppispuurimiseks vahetatavate sisendite
10,Vahetada soone kuju freesimine vahetatavad insertid
Suzhou Cator, tuntud ka kui Suzhou Cator Trading Co., Ltd., asutati 2000. aastal. See on kaubandusettevõte, mis on spetsialiseerunud metalli lõikamise tööriistade ja tööpinkide kinnituste importimisele.

Asutamise alguses omandas ta järjest Hiinas esimese taseme agendid Kyocera, TOSG, OSG, MITSUBISHI MATERIALS, YAMAWA ja SUMITOMO toodetele.
Semu, peale seda artiklit lugemist, kas sa arvad, et see on loogiline? Või on teil teisi arvamusi? Tere tulemast kommenteerima allpool ja nautima oma arvamusi ja kommentaare! Samuti saate selle edastada oma sotsiaalsesse ringi, et näha, kuidas nende vaated on?







