

 English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

Võttes näitena Shenzhen Lida Precision Factory, koosneb meie tootmisprotsess üldjuhul 16 etapist, nagu on näidatud järgmisel joonisel.
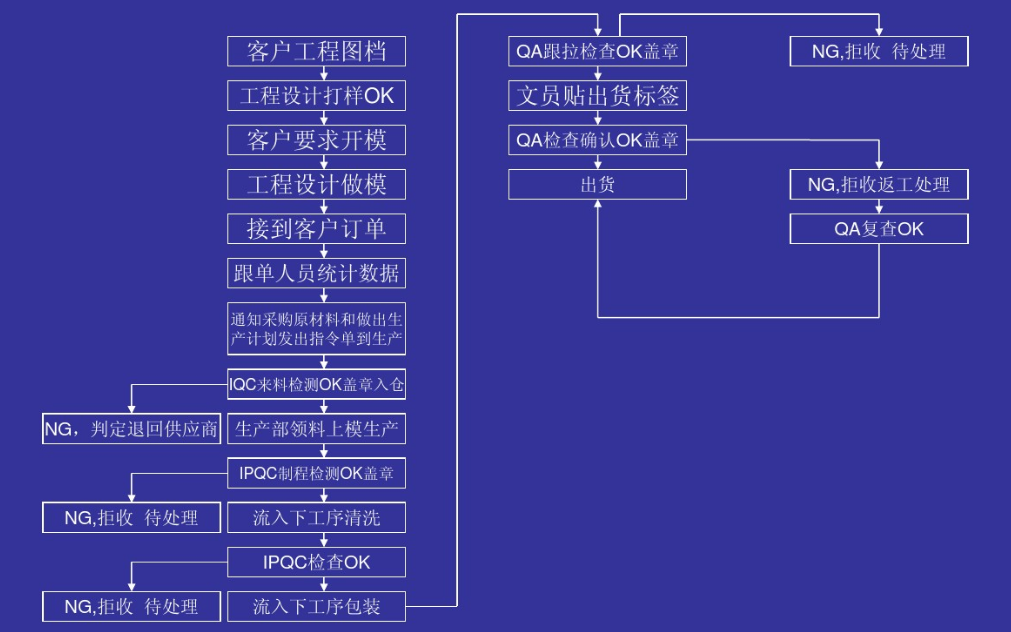
Meie töö peamine fookus on:
1,Tootmiskava: järelmeetmete osakond kinnitab pärast tellimuse saamist viivitamata toorainete, valmistoodete jne laoseisundi; kas tehnilised joonised ja materjalide loetelu on olemas; Kas materjalid võivad olla õigeaegsed, õigeaegsed ja õigeaegsed; Korraldage tootmiskava ja valmistage ette tootmisjuhendi koopia, mis saadetakse tootmisosakonnale.

2,Sissetulev kontroll: kvaliteedi tagamiseks allikas on vaja võtta igast toorainerullist umbes 1 meetri suurune proov järgmiseks kontrolliks. Proovi visuaalse kontrollimise ja kontrollimisega kontrollitakse materjali konsistentsi ning materjali pinda kontrollitakse oksüdatsiooni, mustuse ja muude välimuse defektide suhtes. Kasutage mikromeetrit, et kontrollida, kas materjali paksus ja spetsifikatsioonid vastavad standarditele; Iga rull võetakse proov ja läbitakse tagasivoolujootmine, et testida materjali kõrge temperatuuri vastupidavust (kas pärast kõrge temperatuuri testimist on pinnal defekte, nagu deformatsioon, värvi erinevus, oksüdatsioon jne)

3,Pärast tootmisjuhendi vormi saamist toodab tootmisosakond: materjalid kogutakse vastavalt juhendi vormi nõuetele; Kandke materjal vormi, painutage ja lõigake see läbi mitme pressi, põhjustades materjali deformeerumise vormi eeldatavas konstruktsioonisuunas ja kujundades töödeldavat detaili. Esimese tüki tellimust tuleb kontrollida ja hinnata vastavalt kõigile inspekteerimisjuhendi raamatus olevatele kontrollelementidele ning esimese tüki näidis tuleb enne tootmise alustamist allkirjastada ja kinnitada. Tootmisprotsessi käigus tuleb masina käivitamisel kanda sõrmekotte ja korrapäraselt enesekontrolli läbi viia. Kui avastatakse defekte, tuleb masin parandamiseks kohe välja lülitada.

4,Pesuvesi: vähemalt kaks puhastusprotsessi. Võtke töö puhastatavas piirkonnas ja laadige see võrgukonteinerisse, asetage see ultrahelilainesse ja puhastage see süsiniku ja vesinikuga 10 minutit, et puhastada töödeldava detaili pinna õliplekid. Pärast eemaldamist asetage see teisesesse süsivesinike puhastuspaaki ja puhastage seda uuesti 5 minutit, et eemaldada pinnalt jääkreovee. Pärast selle uuesti väljavõtmist asetage töödeldav detail puhastuspaaki 3-5 minutiks ja filtreerige süsivesinikud välja. Puhastusprotsessi ajal vahetage puhastusvahend regulaarselt iga 3 tunni järel, et tagada puhastusefekt. Seejärel laiali töödeldav detail ja asetage see umbes 10 minutiks õhukuivatusseadmele, et see saaks täielikult kuivada. Seejärel asetage töödeldav detail ülekandekasti.

5,Pakend: kandke sõrmekatteid kogu pakendamisprotsessi vältel ja asendage need õigeaegselt, et vältida naha ja töödeldava detaili vahelist otsest kokkupuudet ning vältida sõrmejälgi, mustust ja halba oksüdatsiooni. Pakendialal olevaid töödeldavaid detaile kontrollitakse juhuslikult vastavalt kontrolljuhistele ning neid saab pakendisse panna alles pärast seda, kui on kinnitatud, et need on õiged ja templitud. Asetage pakendatud töödeldav detail pakendilauale ja asetage see samas suunas kandikule. Enne paigaldamist kontrollige ise, kas töödeldava detaili pinnal on ilmseid defekte. Pärast täpsuse kinnitamist kinnitas pakendaja kasti sisemise etiketi ja sulges kasti saatmiseks.
6,Kinnitus enne saatmist: ametnik kinnitab saatmise etiketi ja QA kinnitab, kas materjali kood saatmise etiketil on õige, kas see vastab tegelikule tootele ja kas kogus on õige. Pärast kinnitust tuleb saatmise etikett kinnitada enne saatmist saab teha. Kui esineb kõrvalekaldeid, tehakse õigeaegselt tagasilükkamine ja probleemi tagasiside ning tehakse muudatused ja ümbertööd.
Emma Technology Co., Ltd. on üks juhtivaid professionaalseid täppismetalli osade tootjaid Hiinas, asutatud 2006. aastal.







