

 English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

Mis on lehtmetallist osa? Lehtmetallist osad on metallilehtede (tavaliselt vähem kui 6 mm) terviklik külmtööprotsess, mis hõlmab lõikamist, pungimist/lõikamist/komposiiti, voltimist, keevitamist, neetimist, ühendamist ja vormimist komponentide tootmiseks.

Omadused:
1. Ühtne paksus. Osa puhul on kõigi osade paksus ühtlane
2. kerge kaal, kõrge tugevus, juhtivus, madalad kulud ja hea jõudlus suuremahulises tootmises
Töötlemistehnoloogia
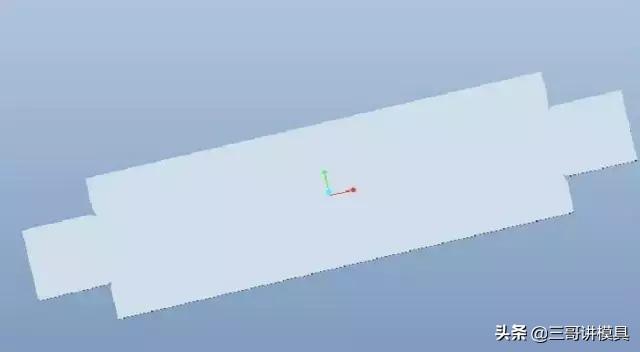
1. Lõikamine
Lõikamisprotsessis kasutatav seade on lõikamismasin, mis võimaldab lõigata metallilehe põhikujuliseks, mille eelisteks on madalad töötlemiskulud; Puudused: Täpsus on keskmine, lõikamisel on rebreid ja lõikekuju on üks, mis kõik on lihtsad ristkülikud või muud lihtsad kujud, mis koosnevad sirgedest joontest.
Enne lõikamist tuleb arvutada osade kokkupandatud suurus, mis on seotud painderaadiuse, paindenurga, lehtmaterjali ja lehe paksusega.
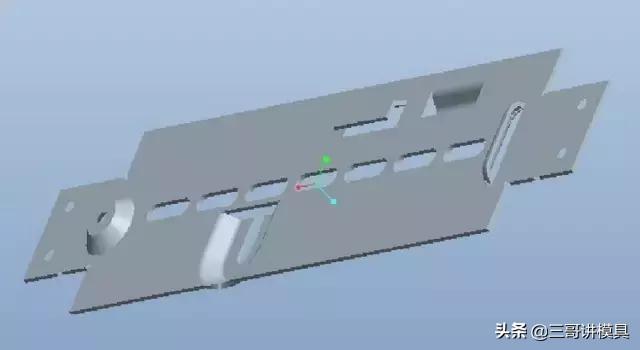
2. Rush
Pungimisprotsessi seadmed on pungimismasin, mis võib lõigatud materjali edasi töödelda ja kujundada. Erinevate vormide pitseerimine nõuab erinevaid vorme, tavalised vormid hõlmavad ümmargusi auke, piklikke auke ja väljaulatusi; Kõrge täpsus.
Boss: Materjali ei tohiks eemaldada ja bossi kõrgus on piiratud, mis on seotud plaadi materjali, plaadi paksuse ja bossi kalle nurga.
On palju tüüpi väljaulatusi, sealhulgas soojushajutusauke, paigaldusauke jne. Painutamise mõju tõttu on konstruktsiooniava serva ja plaadi serva ja painutusserva vaheline kaugus piiratud
3. Laserlõikamine
Töötlemisseadmed: laserlõikamismasin
Materjalide puhul, mida ei ole võimalik eemaldada lõikamise või pungimise teel, või kõrge kõvadusega plaatide puhul, mis võivad valuvormi kahjustada, näiteks ümardatud nurkadega plaatide puhul, või kui nõutava kuju pitseerimiseks puudub valmisvorm, võib laserlõikamist kasutada materjali vormimise lõpuleviimiseks enne painutamist.
Eelised: lõikamine ilma purustamata, suur täpsus, võimeline lõikama mis tahes kuju, nagu lehed, lilled jne; Ebasoodsus: suured protsessikulud
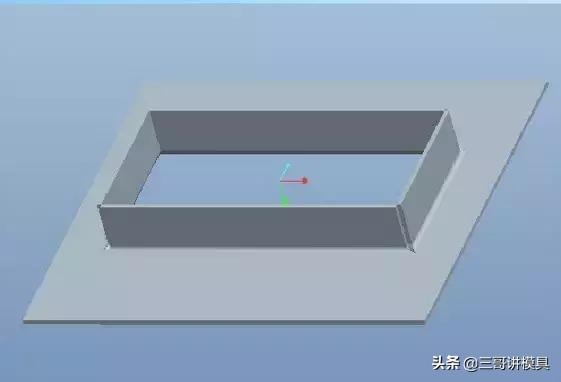
4. Painutamine

Töötlemisseadmed: painutusmasin, valtsimismasin
Nad võivad voldida või rullida metallplekte soovitud kuju, mis on komponentide vormimisprotsess; Soovitud kuju vormimist metallilehe külmpressimise teel painutusmasina ülemise ja alumise teraga nimetatakse painutamiseks.
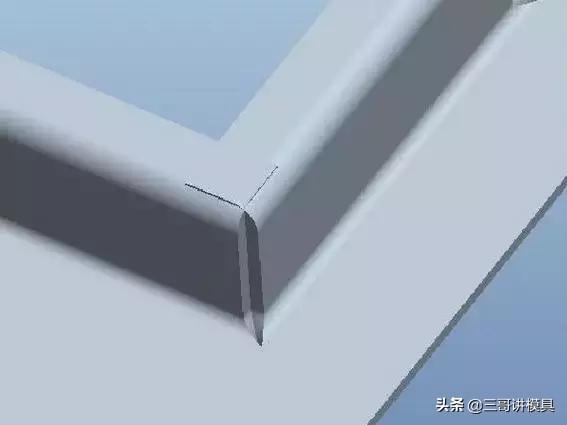
Painutamine on viimane samm lehtmetallist osade moodustamisel ja on mitmeid punkte, millele pöörata tähelepanu, millal osad saab lahti avada ja kuju painutada. Allpool selgitab toimetaja neid kõigile.
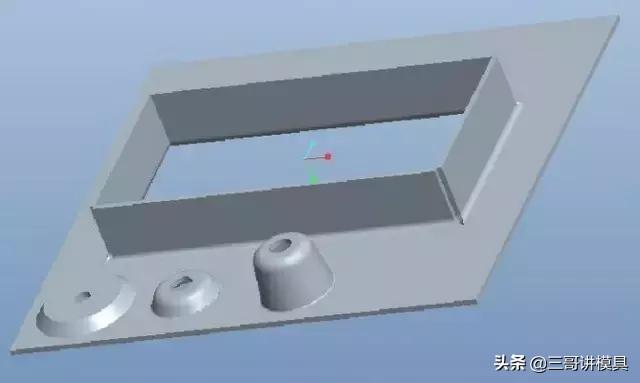
1. Materjalipuudus, nagu on näidatud allpool joonisel. Väljatõmbe on liiga kõrge ja ületab materjali elastsust. Väljatõmbe kasutatakse tavaliselt paigalduse suuruse suurendamiseks või paigalduskonfliktide vältimiseks. Seetõttu tuleb väljatõmbe teha ilma materjali sisemist struktuuri muutmata ja struktuuritugevust mõjutamata. Näiteks kumera koonuse ja võrdlustasapinna vaheline nurk on 45 ja kõrgus on 3 korda plaadi paksus
2. koormavad materjalid: koormavatel materjalidel on sageli mitu suletud painutusserva, mis on sageli põhjustatud protsessi vigadest või joonistusvigadest
3. painutamispiirangud: enamikul painutamismasinatel on painutamisel teatud piirangud
Ühepoolne kõrgus: painutusmasina suurust ja lõikeserva kõrgust saab määrata mitmepoolse suure nurga painutamise meetodi abil
Kahepoolne kõrgus: mitte suurem kui ühe külje maksimaalne kõrgus. Lisaks kõigile piirangutele ühe külje kõrgusel, piirab seda ka alumine serv: painutuskõrgus 4. Kuna lehtmetallist osad moodustuvad õhukese metallilehe painutamisel, ei ole painutatud servade vaheline kontakt tihendatud ja jäik ühendus puudub. Kui neid ei töödelda, mõjutab see tugevust. Tavaline töötlemisviis on keevitamine. Joonisel on tehnilised nõuded: keevitusnurk, keevitusnurk ja ümardamine. 5. Pinnatöötlus Lehtmetallist osade õhukese paksuse tõttu ei sobi need kuumtsingimiseks. Tavalised pinnatöötlusmeetodid hõlmavad fosfeerimist ja elektrostaatilist pihustamist ning värv varieerub vastavalt projektile. See protsess sobib töötlemata pinnaga mustadele osadele. See on kõik lehtmetallist osade ja nende töötlemistehnikate jaoks. Kui teil on küsimusi, palun öelge need allpool olevas kommentaaride jaotises. Suhtleme ja arutame koos!







