

 English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole

Zenbat dakizu diseinu-teknolojia industriaz? Metal-estampazio-teknolojia eta estampazio hotz-teknolojia erabiltzen dira metal-orriak metal-orriak konbinazio-forma txikietan edo profil laburretan prozesatzeko. Azkar prozesatzeko abiadura eta zehaztasun handia dauka. Eguneko produktu ezberdinak sortzeko erabil daitezke, autogorputzetik paletara metalera.
Prozesatzeko kosta altuak, kosta altuak, eta unitateko kosta baxuak
Aplikazio tipikoak: automotiboa, konservatzailearen produktuak, altzariak
Aplikagarria
Kalitate handia prozesatzen
Harremanetako prozesuak: marrazki sakona, metalaren biraketa, sortzea
Zirkulua prozesatzen

Prozesuaren sarrera: metal-estampazioa metal-prozesatzeko metodo bat da, metal-deformazio plastikoaren oinarrian oinarrituta. Malda eta estampazio-tresna erabiltzen ditu orriaren metaleari presioa aplikatzeko, orriaren metaloaren deformazio plastikoa edo banaketa eraginez, eta, horregatik, forma, tamaina eta propietate batzuekin zatiak (estampatua) lortzen ditu. Teknologia estampatzeak gorputz automobileko prozesuan inportantza garrantzitsua du.
Metal-estampazioa erabil daiteke metal-forma txikiak prozesatzeko, eta moldeko prozesatzeko beharrezkoak relativki altuak dira, eta prozesu hau eskala handien prozesuarentzat bakarrik egokitzen da. Prozesu honek prozesatzean zehaztasun handia du eta ez dago aldaketa substantziala loditasunean. Sakontasuna eta diametroaren arteko erlazioa gutxitzen denean, makina-prozesua marrazketa sakonaren antzekoa da, eta ez makina-prozesu horietako batek materialaren loditasuna garbi gutxitzen du.
Zati-prozesu handiak erabiltzea beharrezkoa du, hainbat formazio eta mozketa prozesuak tresna progresiboaren oinarrian oinarrituta. Berehalako prozesatzean molde-serie bat behar da. Makina-zatien prozesuan, batzuetan lehen formatutako zatietan bigarren eragiketa behar da. Zati batzuk 5 edo gehiago eragiketa behar dituzte, zeinak sartutako prozesu kopurua adierazten du. Prozesu honek metal-orriak forma zilindriko, koniko eta poluferikoetan prozesatu dezake. Prozesuan prestatzeko eta prestatzeko konbinazio maiz, diseinu osoaren aukera zabal bat ematen du, adibidez, ertzak distiratzeko makina egitean, hub asymetrikoak eta perforazioekin formak, prozesu honen ezaugarri diferenteak ikusten dira.
Descripzio teknikoa 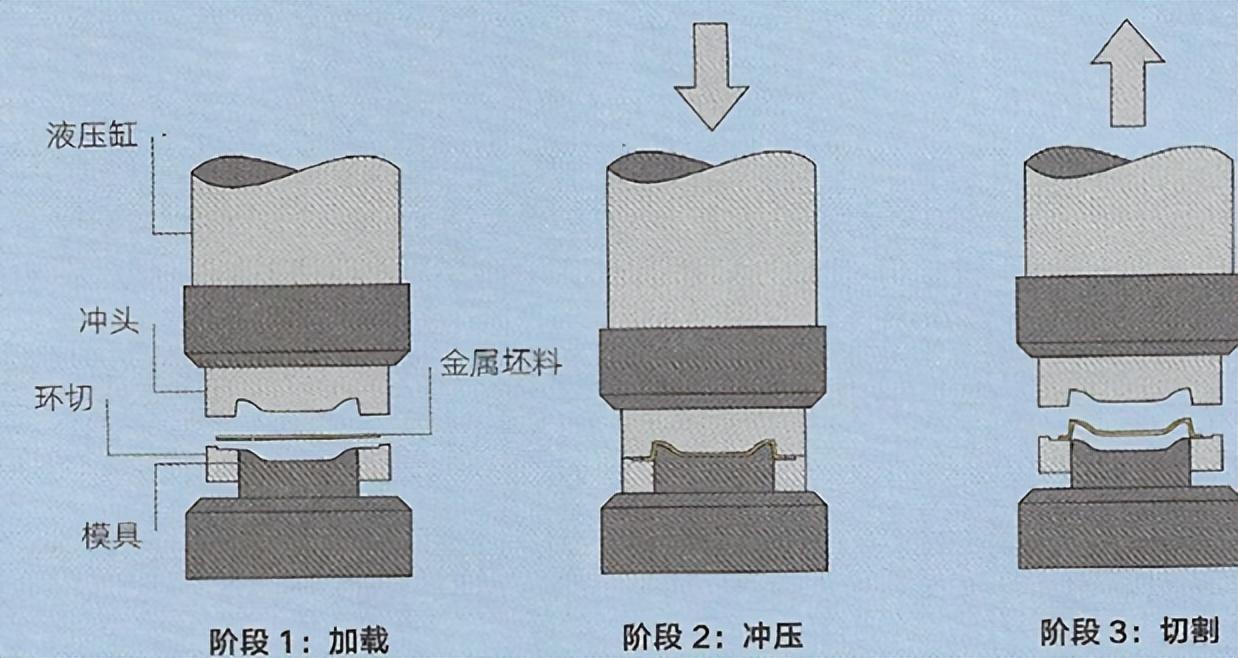
Preso batean estampatzeko metaloaren prozesu espezifikoa da jaurtiketara boterea zilindro hidrauliko edo gailu mekaniko baten bidez transmitatzea (kamera-sakatu bat bezala). Normalean, zilindro hidraulikoak hautatzen dira, zeren haien presioa berdin banatzen baita estampazio-zirkulu osoan, eta gailu mekanikoak erabiltzen dituenak ere metal-prozesatze-industrian leku bat daude.
Puntuak eta moldak espezializatuak dira eta normalean bakarrik egiten dira formatzeko edo puntuatzeko eragiketa bakarra. Eragiketan, metalezko biltegiak beti kargatzen dira laneko biltegian. Gero, puntuak moztu eta zatiaren formazio-prozesua osatu.
Lasterketa amaitu ondoren, trapikatzailea gora mugitzen da eta zatia botatzen du, zein puntuan zatia kentzen da. Batzuetan sortzea prozesu iraunkorra da, eta prozesatzen ondoren, estampazio-prozesu bat ere pasatzen da. Normalean ezagutzen da hautapen-prozesu iraunkor gisa.
Prozesatzeko baldintza horien arabera, prozesatutako metal zatiak prozesatzeko hurrengo mailara transferitzen dira. Prozesu hau eskuz edo pistak transferitu bidez egin daiteke. Sistema gehienak automatikoa dira eta prozesatzeko abiadura altuak mantentzen dituzte. Hurrengo urrats honek presioaren prozesatzea, estampatzea, korrikatzea edo beste bigarren prozesatzea eduki dezake.
Inprimatzeko prozesatzeko aplikazio tipikoa oso zabala da. Automatikoaren industrian metal-prozesatzeko tekniko handi handien gehienak, gorputza, atearen lerroa eta ertzak dituzte.
Prozesu hau metal-kamera gorputzak, telefono mugikorrak, telebistarak, etxeko gailuak eta MP3 jokalariak prozesatzeko erabiltzen da. Sukaldea eta bulegoko tresna, tresna eta labanak ere erabiltzen dute prozesu hau. Zatien kanpoko forma eta barneko egitura prozesu hau erabiliz prozesatu daitezke.
Elkarrizketako prozesuak erabiltzen dituzten zati batzuk sortzen dituzte orriaren metal prozesuak, metal-biraketa edo konpontzea bidez. Prozesu hauek metal-estampazioaren antzeko formak sortu ditzakete, baina laneko gaitasun handiak behar dituzte.
Markatzen eta marrazketa sakonak antzekoak diren arren, ezberdintasun handiak daude oraindik. Zatiaren sakonera diametroaren 1/2 baino handiagoa denean, zatia luzatu behar da eta horma lodia gutxitu behar da. Honek eragiketa mailako eta motel behar du materiaren hedapen gehiegi eta kentzeko.
Alderantza superplastikoak parte handiagoak eta sakonak sortu ditzake eragiketa sinpleak erabiliz. Hala ere, prozesazio hau aluminio, magnesio eta titanio mugatuta dago, materiala superplastikotasuna izan behar duelako.
Metal-profilak, prozesatzeko kalitatean osatuta, zatien metal-materialaren ductilitatea eta indarra konbinatzen ditu, zorrotasuna eta distira handiagoa.
Gainerako efektuaren beharrezkoak ez badira bereziki gogorrak, zatiak aldaketa-aldaketa ondoren apur bat kendu behar dira. Sandblasting-a surface roughness gutxitzeko erabiltzen da. Parteak ere gehiago prozesatu daitezke puluaren jantziak, pinturak edo elektroplatuak.
Dizentratu aukerak azkar eta zehatz egindako moduak dira orriaren metaluaren erabiliz osatzen dituen formak. Teknika hau zirkuluetan, karratuetan eta poligonetan erabil daiteke.
Zure zatiak gordetzen dituzten zatiak indartsuak dira, pisua eta prozesatzeko kostuak ere gutxiago ditzaketenak. Erabilgarriak hautatzeak profilak erabiltzen ditu kurba konplexuekin eta gaitasun konplexuekin. Zeregina osatzeko antzeko prozesu bat metal-prozesua da orria, baina trebetasun teknikoak dituen lanak behar ditu. Metal-prozesatzeko eta metal-estampatzeko molde laburrak aplikatu daitezke orriari. Lerro honen alde batek garbitzaileaz egina da, zeinak presio aski aplikatzen baitu puntuan metal huts bat sortzeko.
Diseinuaren kontsiderazioak: prozesatzea azpi bertikal batean gertatzen da. Horregatik, bigarren estandatzean, konkave angelua osatzen da. Bigarren estampazioak presioaren deformazioa, hedapena moztea eta korrikatzea dauka.
Lehenengo estampazio-eragiketa materia defektiboaren diametroa 30% baino gutxiago dezake. Eragiketa iraunkorrak diametroa %20-tik gutxiago ditzake. Horrek esan nahi du zati batzuen prozesatzeak pistola etengabeko kopuru bat behar duela.
Marrazketa-teknologia sakonean, prozesua sarri mugatuta dago makinaren makina-kapasitateak. Makina-ohearen tamaina biltegiaren tamaina determinatzen du, eta tresna luzera determinatzen du. Prozesatzeko zirkulua zatien trazuaren eta konplexuaren bidez determinatzen da.
Estilarik gabeko altzaren loditasuna 0,4 eta 2mm arteko barrutia dago, eta ezin da 6 mm plater lodietara prozesatzea, baina forma eragiten du.
Metal-orri asko prozesu honetan prozesatu daitezke, adibidez, karbona-altzailea, altzair ezkutasuna, aluminioa, magnesioa, bala, kopera, brasa eta zinc.
Prozesatzeko kosta oso altua da prozesatzean metal-moldeak behar dituztelako. Garagazko moldeak kostu gutxiagoak dituzte, baina oraindik metal-tresna bakarra behar dute eta eskala txikietan bakarrik egokitzen dira.
Prozesatzeko zirkulua oso laburra da, eta 1-100 zatiak minutu batean prozesatu daitezke. Ergelak ordezkatzea eta ezartzea denbora jakin bat behar du.
Lan-kosta oso gutxia da automatikoaren maila altuagatik. Poliziak lan-kosta handiagoko du.
Guztiz-materiala guztiak inguruan eragindako eragingatik birziklikatu daitezke. Metal-markatzeko teknologia erabil daiteke elementu iraunkorrak sortzeko.








