

 English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole

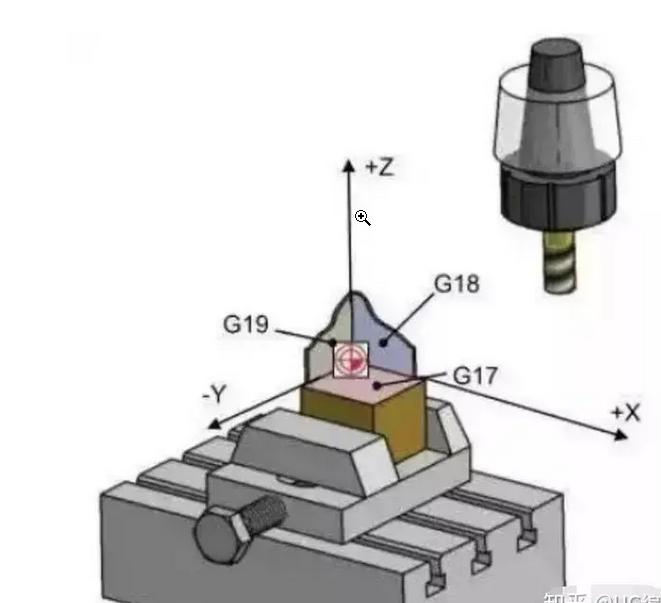
1,Programatzeko metodoaren sarrera: CNC makina tresna bat makina-tresna mota bat da kontrol-sistema digital batean oinarritzen duena mugimendu mekanikoa eta prozesu-zatiak automatikoki kontrolatzeko. CNC makinaren tresnetan, programaren instrukzioak sarrera daude makina lan-zatian makinaren eragiketak egiteko gaitzeko. CNC makina tresnak programatzeko metodo asko daude, baina gehienetan erabiltzen dena hiru ardatz programatzeko metodoa da. Hiru ardatz kontrolak KNK makinaren ohearen hiru mugimendu zuzendariak kontrolatzen dituen laneko zatiaren posizioa eta forma kontrolari dagokio. Hiru ardatzak X, Y eta Z dira, respectively. X ardatzak laneko zati-ohean mugimenduaren norabidea adierazten du, Y ardatzak ezkerreko eta eskuineko norabideak adierazten ditu, eta Z ardatzak gora eta beheko norabideak adierazten ditu. 2, programatzeko pauso-instrukzioak: 1. Programatzeko baino lehen zeroing-eragiketa zeroing-eragiketa bat egitea behar da, hau da CNC makinaren tresnaren koordenatu-ardatza bere hasierako egoerara itzultzea. 2. Normalean bi modu daude CNC makinaren tresnaren koordenatu-sistema bat hautatzeko: koordenatu-sistema absolutua eta koordenatu-sistema erlatiboa. Koordenatu absolutuak makina-posizioa kalkulatzen du makina-tresnaren laneko banderako puntu fin batean oinarrituta koordenatu-jatorria gisa. The relative coordinate system determines the coordinate origin with the machining starting point as the reference point, and calculates the machining position based on this. 3. Bi metodo interpolazioa daude hautatzeko: interpolazio lineala eta interpolazio zirkularra, lineak eta kurba zuzenak makineratzeko erabiltzen dira, respectively. Haien artean, arku-interpolazioak bi norabide ditu: erlojuaren alderantz eta erlojuaren alderantz. 4. Idatzi program a bat laneko makina-beharrekoen oinarrian. Programazioak azkar jarraitu beharko luke azkar jarraitzen duen makina-printzipioa, poliki jarraitzen duena, txikia eta handia jarraitzen duena. 5. Sarrera eta programa abiarazi. Sartu grabatutako programa CNC makinaren tresnean eta abiarazi programa. Ohartu programa lehen prozesatu eta egiaztatu behar dela abiarazi aurretik.
3,Programatzeko lehentasunak: 1. Programaren sarrerak sintaxi-formatuaren eta instrukzioen zuzentasuna kontuz hartu beharko luke. 2. Koordenatuak eta tresnaren luzera konpontzean, makina tresnaren fabrikatzaileak emandako arauen arabera ezartzea behar da. 3. Prozesu konplexu gehiago izateko, prozesu-mozketa askotan behar dira parametroak eta konposazio-balioak sortze ofizialean sartzeko. 4. Prozesatzean, prozesatzeko parametroak denbora batean konpontzeko observazioa egin behar da. 5. Programa abiarazi aurretik, segurtasun-neurriak eta inspekzioak behar dira prozesatzean segurtasuna ziurtatzeko.
Bitartean, CNC makina-tresnaren programazioa ezagutza jakin batzuetan proficiencatea behar duen ekintza teknika garrantzitsua da. Praktika bakarrik perfektua egiten du, eta esperientziaren laburpena eta praktika iraunkorra programak kalitate handiagoak idazten ditzake. Espero dut goiko edukia denari laguntzen duela.






