English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole

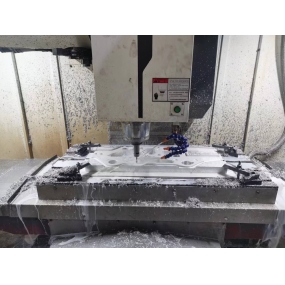
Aurkitu duzu lehenago? CNC makina-zentroak FANUCOI-rekin ekintzen dituen mugimendu-abiadura abnormala esperientziatu zuen makina-prozesuaren bitartean, eta sistemak abiadura ezinezkoa bistaratu zuen, batzuetan azkar eta batzuetan astiro. EMAR-en presizio-teknologia CNC ultra-presizio-makina eman da 18 urte esperientziarekin. Erabaki efektuak partekatzen ditugu zurekin.
1, CNC makina-zentroaren iraupenaren prestatzeko
Sarrerako abiadura arrunta CNC makina-zentroaren abiaduraren errepikapena ordenatutako abiadura (ordenatutako abiadura baino gutxiago) ez dagoen egoerari dagokionez aipatzen zaio, edo sarrera ez da astiro biratzen, eta "eskalatze" soinu arruntak eraginez, batzuetan azkar eta batzuetan astiro. Kasu batzuetan, motoreak ere uneko alarma bat abiarazten du. CNC makina-tresna baten mugimendua kodetzaile batek itzuliko denean, CNC makina-zentro-tresnaren bidez emandako "S" abiadura komandoa zenbaki batek jarraitzen du, eta sistema-pantailara itzuliko balioa konpondu da. Lerrokaren unitatea gerriko unitatea edo arma unitatea izan daiteke. Gaur egun, gehienek beltzaren unitatea sinkronoa erabiltzen dute beltzaren unitatean. abiadura abnormala bada, agian instalazio sinkronoa luzeegia delako, beltza diapositibatzeko eta urrats galtzeko. Denbora berean, mugikorraren eta mugikorraren kodearen arteko konexioa ere sinkronozko belarri bat erabiliz egiten da, eta horretan ere galtzeko aukera bat dago. Lerrotzaren lubrikazio gaixoak edo erretzeak eragindako edozein bizkarreak makinaren tresnaren kontraesaldi gehiegi bat eragin dezake, eta bihurtzen da biraketa gaixoa. Eta kanpoko seinale-interventziak agerpen hau ere eragin dezake.
2. CNC makina-zentroa konponketa aurretik.
Makina-zentroa norabide batean bakarrik mugitzen da eragiketa inaktiboan edo aldatzen den norabidea abiadura baxuan dagoenean. Birabiadura-abiadura-urrats galtzea ez da garrantzitsua, baina argiago da norabidea aldatzean biraketa-mugimendu azkar edo materialak moztzean, bereziki mozketa-sakonera handietan.
3, Analizatu arrazoiak
CNC makina-zentroaren sistematik bidalitako seinalea sarrerako zerbitzari handiagora (maiztasun-bihurtzailea) transmisioaren bitartean interferentziari dagokio,
2. Zirkte-voltazioa desstabila
3. Gerriko sinkronoa, mugimendua mugitzen duena, luzeegia edo jantzita dago, eta mugimendua bihurtzen da.
4. Itzultzailearen eta mugikorren kodeketaren konektatzeko gerra sinkronoa luzeegia edo jantzia da, eta aldendu egiten da.
5. Kodatzailearen eta zerbitzariaren zabaltzailearen edo sistema arteko seinale-lerroa kanpoko seinale-interferentziak eragiten du.
6. Zaldi nagusiak onartzen dituzten bi hartzeko setak erre egin dira.
7. CNC makina-zentroaren lubrikazio gaixoa
4, zehaztu urrats CNC makina-zentroetan arazoak botatzeko
1. Erabili multimetro bat CNC makinaren zentroaren voltazio elektrikoa neurtzeko. voltazioa normal a bada eta beste makinaren ondoko tresna batzuk energia-sare berberarekin funtzionatzen dira normalean, orduan voltazio ezinegonaren arrazoia utzi daiteke.
2. Egiaztatu CNC makina-zentro-tresnaren olio-maila lubrikatzen duela lan-barrutik normalean, lubrikazio-sistema zuzenean funtzionatzen ari da, eta ez dago olio-saltsak, zirkulu irekitzeko edo beste hutsak olio-zirkuluan. Labrikazio-koadroaren hutsak ezabatu
3. Lubrikazioa ez da arazoa, beharbada eraman beharko luke mugimendu gaixoa. CNC makina-zentroaren mugimendua exekutatzen ari denean, erabili makina luze bat (normalean sarrera bat) mugimendu bat mugitzeko, sarrera instalatuta dagoen lerro-koadroaren inguruan, eta beste amaiera (amaiera handia) mantentzeko pertsonaren belarriaren kontra makurtu beharko luke, eragiketa batean sarreraren soinua entzuteko. Soinu abnormalik ez badago, gaizki funtzioak erabaki daiteke.
CNC makina-zentroaren lubrikazioarekin arazorik ez badago, arazoa biraketa-koadroan egon daiteke. Ireki biraketa-koadroa, egiaztatu biraketa-motoraren eta biraketaren arteko errenkada sinkronoaren konexioa, eta sakatu eskuarekin bi tiraketaren arteko belarria, tensioa egokia dela erakusteko.
5. Ez dago arazorik CNC makina-zentroaren motoraren eta mugikorren arteko gerran sinkronoaren arteko konexioaren arteko konexioarekin. Gezurra sinkronoa aztertzean, mugikorren eta kodearen arteko gerran sinkronoa oso jantzita zegoela aurkitu zen. Gerra sinkronoa berri batekin ordezkatzean, sistema erakutsi zuen mugikorren abiadura normal a zela eta CNC makina-zentroaren mugikorren errua konpondu zen.