

 English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

توصیف پروژه: چاپ فلزی یک روش پرداخت فلزی است که بر اساس deformation فلزی پلاستیک بنیاد میگیرد. برای تغییر فشار بر فلزی چاپ استفاده میکند، باعث تغییر پلاستیک یا جدا شدن فلزی، به وسیله آن بخشها (بخشهای چاپ) با شکل، اندازه و عملکرد خاص استفاده میکند. فناوری ساختن استفاده از فناوری نقش مهم در فرایند ساختن جسد خودکار بازی می کند.
استمپ فلزی میتواند برای فرایند شکل فلزی کونکوی عمیق استفاده شود، و نیازهای پرداخت برای گیاهان نسبتا بالا هستند، و این فرایند فقط برای تولید مقیاس بزرگ مناسب است. این فرایند دقیق بالا در پردازش دارد و تغییر معنی در عمق مواد وجود ندارد. وقتی نسبت بین عمیق و الماس کاهش میشود، فرایند ماشین بسیار شبیه به نقاشی عمیق است، و هیچ یک از این فرایند ماشین به طور معنی خستگی ماشین را کاهش نمیدهد.
تولید کلی بخشها نیاز به استفاده از فرایند بسیاری از شکلسازی و کاهشسازی بر اساس ابزار پیشرفت نیاز دارند. مجموعه از گل ها در پردازش سریع ضروری دارند. در طول فرایند بخشهای ماشینسازی، گاهی اوقات لازم است که یک عملیات دوم در بخشهای پیش ساخته شود. بعضی بخش ها ممکن است 5 یا بیشتر عملیات نیاز داشته باشند که تعداد فرایند را نشان می دهد. این فرایند می تواند صفحه فلزی را به شکل های سیلیندریکی، کانیکی و نیم فریقی فرایند کند. The frequent combination of stamping and pressing in the process gives the entire design a wide range of choices, such as when machining flange edges, asymmetric wheels, and shapes with perforations, the distinctive features of this process are prominent.
Technical Description 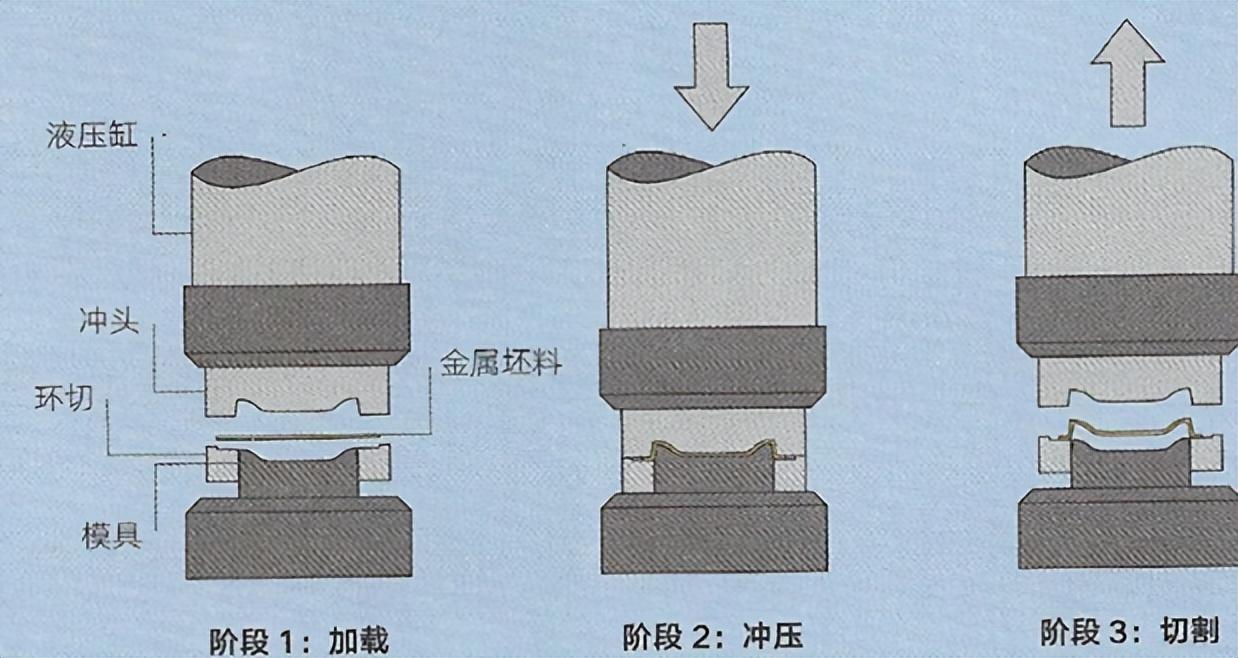
استمپ فلز یک فرایند خاصی است که روی یک ماشین ضربه انجام میشود، که قدرت را به سمت یک سیلیندر هیدراولیک یا دستگاه مکانیکی (مثل یک فشار دوربین) انتقال میدهد. در general, سیلیندرهای هیدراولیک انتخاب میشوند چون آنها فشار یونیفرم در طول کل سیکل چاپ دارند، و کسانی که از دستگاههای مکانیکی استفاده میکنند، جایی در صنعت پردازش فلز دارند.
پانچ ها و گل ها متخصص هستند و عموما فقط یک عملیات شکل یا ضربه انجام می دهند. در عمليات، بيلت هاي فلزي معمولاً روي صندوق کار پر ميشن. بعدش ضربه رو بزن و فرایند ساختن قسمت رو در یک ضربه کامل کن
بعد از تموم شدن گلوله، استریپتر بالا حرکت میکند و قسمت را بیرون میکند، در آن نقطه قسمت حذف میشود. گاهی اوقات بخشی شکل کردن یک فرایند دائمی است، و بعد از پردازش، نیاز به طریق یک فرایند چاپ کردن است. این معمولاً به عنوان پردازش و شکلسازی دائماً استفاده میشود.
تحت این شرایط پرداخت، بخش فلزی که پرداخته شده است به مرحله بعدی پرداخت روی صندوق کار میشود. این فرایند میتواند به طور دستی یا از طریق ردیاب انتقال عمل شود. Most systems are automated and maintain high speeds for processing. قدم بعدی ممکن است شامل پردازش فشار، استمپ، کورلینگ، یا دیگر پردازش دوم باشد.
کاربرد معمولی از پرداخت استمپ بسیار گسترده است. اکثر فرایند فرایند پرداخت فلزی بسیار بزرگ در صنعت اتوماتیک دارند که از جمله جسد ماشین، خطوط درها و خطوط درها نشان می دهند.
This process is used for the processing of metal camera bodies, mobile phones, TV casings, household appliances, and MP3 players. آشپزخونه و دستگاه دفتر، ابزار و چاقوها هم از این فرایند استفاده می کنند. شکل خارجی و ساختار داخلی بخشها میتوانند با استفاده از این فرایند پرداخت شوند.
تولید بخشهای کوچک از بخشهایی که با استفاده از فرایندهای ارتباطی به دست آورده میشود، از طریق پرداخت فلز، گردش فلز یا شکلبندیکننده میشود. این فرایندها می توانند شکلهایی مانند استمپ فلزی تولید کنند، ولی نیاز به مهارت کاری نسبتا بالا دارند.
اگرچه فرایند نقاشی عمیق و مشابه دارند، هنوز تفاوت های مهم وجود دارد. وقتی عمیق بخش بیشتر از ۱/۲ از diameter است، بخش باید برای کاهش عمیق دیوار بالا شود. این نیاز به عملیات تدریج و آهسته برای جلوگیری از گسترش زیادی و شکستن ماده است.
Superplastic forming can use simple operations to produce larger and deeper parts. ولی این پردازش به آلومینیوم، مگنزیوم و تیتانیوم محدود شده است، زیرا نیاز دارد که مواد سوپر پلاستیسیتی داشته باشد.
پروژههای فلزی که توسط پرداخت کیفیت ساخته شدهاند، آهنگ و قدرت مادههای فلزی قسمتها را ترکیب میکند، افزایش استواری و روشنی.
اگر نیازهای تاثیر سطح مخصوصاً سخت نیستند، قسمتها فقط باید کمی بعد از تغییرسازی با سوخت درمان شوند. فشار سند برای کاهش شدت سطح استفاده میشود. بخشهای دیگر میتوانند از طریق پراکندن، نقاشی یا الکتروپلیٹهای پودر پرداخت شود.
این روشها برای سریع و دقیقا تولید شکلهای کونکوی کونکوی با استفاده از فلز صفحه است. Circles, squares, and polygons can use this process.
بخشهای محاصرهی شما میتوانند قدرت بخشها را با اضافه کردن ریشهها افزایش دهند، و این میتواند هزینههای وزن و پردازش را کاهش دهد. انتخاب یک گلوله مناسب میتواند پروفایلها را با پردههای پیچیده و سطح پیچیده فرایند کند. A similar process to complete this job is Sheet Metal Processing, but requires highly skilled workers. گلولههای نرم میتوانند برای پرداخت فلز و استمپ فلز کاربرد شوند. یکی از طرف این گل از گل استوار ساخته شده است که می تواند فشار کافی برای ساختن یک بیلت فلزی روی ضربه استفاده کند.
توجه طراحی: استمپ در یک محور عمودی انجام می شود. بنابراین، زاویهی کنکاوی در چاپ دوم شکل میشود. استمپ دوم شامل تغییر فشار، تغییر کشیدن و تغییر کردن فشار است.
The first stamping operation can only reduce the diameter of the defective material by 30%. عملیات دائمی می می تواند الماس را به 20 درصد کاهش دهد. این یعنی پرداخت بعضی قسمت ها نیاز به تعداد تعدادی از نشانه های پایدار است.
در تکنولوژی کشیدن عمیق، فرایند اغلب توسط توانایی پردازش ماشین محدود می شود. اندازه تخت ماشین اندازه بیلت را تعیین می کند، و ضربه طول کشیدن را تعیین می کند. چرخه پرداخت توسط ضربه و پیچیدگی بخش ها تعیین می شود.
خستگی استل پلههای بیپایه از 0.4 تا 2mm فاصله دارد، و ممکن است تا تختههای گوناگون 6 mm فرایند کند، ولی با شکل و شکل تاثیر خواهد داشت.
بسیاری از صفحههای فلز، مثل استل کربن، استل بیپله، آلومینیوم، مگنزیوم، کابل، کبد، کبد، کبد و زینک، میتوانند با استفاده از این فرایند پرداخت شوند.
هزینهی پرداخت نسبتا بالا است به دلیل نیازی به مواد پرداخت فلزیهای زیادی. نصف گاز تند هزینه کمتری دارند، ولی هنوز نیاز به ابزار فلز یک طرف دارند و فقط برای تولید گروه کوچک مناسب هستند.
چرخه پرداخت خیلی کوتاه است و ۱ تا ۱۰۰ قسمت در طول ۱ دقیقه می تواند پرداخت شود. جایگزینی و تنظیم گیاهان یک مقدار زمان معین نیاز دارد.
هزینه کاری نسبتا کم است به دلیل درجه بالای اتوماتیک. پولداری و پالایش هزینه کاری را بسیار بیشتر خواهد کرد.










