

 English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

معرفی کوتاه و پیشرفت صنعتی از فلز صفحه:

با توسعه کارخانه های ماشین، ارتباط، اطلاعات و صنعت های ساختاری روزانه، پرداخت فلز صفحه ها بیشتر مشهور شدند، و پرداخت فلز صفحه ها بیشتر نیازمند شدند.
2. عملیات صفحههای فلزی، پروفایلها و لولهها به بخشهایی با شکل، اندازه و دقیق به عنوان پردازش فلزی صفحهها، به دستی یا مکانیکی بسازند. آن در تولید ventilation, air conditioning ducts and components thereof widely used in the production of ventilation, air conditioning ducts and their components.
3. بخشهای فلز صفحهها بیشتر از صفحههای فلز و لولهها ساخته میشوند. به سبب وزنشان، قوت و استواری بزرگ، شکل میتواند به طور کامل پیچیده باشد، مصرف مادههای پایین، نیازی برای پرداخت مکانیکی و سطح پایین، آنها در عمر روزی و تولید صنعتی، مانند بارلها، بنیانها، داکتهای فشار، لولههای تغییر مادهای، پرداخت پوششهای اتوماتیک و غیر از آن استفا
4. پرداخت صفحههای فلزی معمولاً به روشهایی مثل پرداخت، ریختن، ریختن و ریختن شکل میگویند. به طور عمومی، فرایند استفاده از مولد برای کامل فرایند مختلف تغییرسازی نامیده میشود استمپ فلز صفحه، در حالی که فرایند فلز صفحهسازی دستی یا مکانیکی به عنوان پرداخت فلز صفحه نامیده میشود.
مواد فلز صفحه:
۱. پلاک الکترولیتی: SECC (N) (plate resistant fingerprint), SECC (P), DX1, DX2, SECD (plate stretch). سختی ماده: HRB50+- 5، تخت تنزی: HRB32~37
2. تختههای سرد: SPCC, SPCD (تخته گسترش), 08F, 20, 25, Q235-A, CRS. سختی ماده: HRB50+-5، تخت تند: HRB32~37.
3. پلاک آلومین AL, AL (1035), AL (6063), AL (5052), etc.
4. تختههای استلی بیپایان: SUS, SUS301 (302303304), 2Cr13, 1Cr18Ni9Ti, etc.
5. بقیه مواد معمولاً استفاده میشود: plates pure copper (T1, T2), plates hot-rolled, plates steel spring, plates aluminum zinc plated, aluminum profiles etc.
تکنولوژی پرداخت فلز صفحه:
تکنولوژی پرداخت فلزی را در اصل می تواند به عنوان: نشانگذاری، بریدن، بریدن، بریدن، بریدن، بریدن، بریدن یا ریختن، ساختن فلانج و پروسههای استفاده از فلانج تقسیم شود. این بخش پیش از این فرایندها را معرفی میکند، مثل نشانگذاری، چرخش، چرخش، گاز و ریختن.
یک خط کشید
۱. بیشتر قسمت فلز صفحه از پلاک فلز صفحه ساخته شده است، بنابراین لازم است که اندازه سطح واقعی از قسمت فلز صفحه را به یک شکل صفحه روی پلاک فلز کشیده شود، که نامیده میشود کشیدن.
2. بر اساس ویژههای پراکنده سطح بخشهای معادل، دو نوع وجود دارد: سطحهای گستردهای و سطحهای غیر گستردهای.
3. سطح محصولات می تواند کاملاً روی سطح پایین بدون شکستن یا شکستن پایین باشد، و این نوع سطح به نام سطح قابل تغییر قرار دارد. هواپيماها، سيليندر ها و کانال ها متعلق به سطح قابل تغيير هستند. اگر سطح یک قسمت طبیعی نمی تواند به صورت طبیعی تطبیق شود و روی سطح طبیعی پخش شود، آن را سطح غیر قابل شناسایی نامیده می شود، مثل سطح یک قسمت، یک حلقه طبیعی و یک سطح هلیکی که می تواند فقط تقریباً پخش شود.
روش پرداخت فلز صفحه
1. قطع کردن: قطع کردن فرآیند قطع مادهها در شکل خواسته به طبق بازگشت است. روشهای زیادی برای بریدن مادهها وجود دارد که میتوانند به بریدن، ضربهزدن و لیزر بریدن به طبق نوع و اصل کار ابزار ماشین تقسیم شوند.
1.1 بریدن - برای بریدن شکل خواسته از دستگاه بریدن استفاده کنید. دقیق میتواند به 0.2م یا بالا رسید، در اصل برای بریدن خطها یا بریدن مادههای پاکیزه استفاده میشود.
۱.۲ ضربهبندی و قطع - از یک ماشین ضربهبندی CNC (NC) یا یک ماشین ضربهبندی معمولی برای قطع استفاده کنید. هر دو روش بریدن می تواند دقیقات بیش از 0.1mm را به دست آورد، ولی سابق نشانههای بریدن و نسبتا کم موثیت در زمان بریدن است، در حالی که آخرین موثیت بالا دارد ولی یک هزینه بالا دارد، که آن را برای تولید مقیاس بزرگ مناسب میسازد.
1.2.1 ماشین ضربهبندی CNC از مواد بالا و پایین استفاده میکند تا مواد را در زمان بریدن تعمیر کند، و میز کاری برای حرکت به ضربه و بریدن فلز صفحه، که شکل خواستهای از قطعه کار را تولید میکند. در اصل دو نوع ماشین ضربههای CNC وجود دارد: تایلیفو و AMADA.
1.2.2 یک فشار پانچ معمولی از حرکت بالا و پایین استفاده میکند تا شکل لازم از مواد با استفاده از مرگ فرود میافتند. ماشینهای ضربه معمولی باید با یک ماشین تخم کنندهای هماهنگ شوند تا شکل لازم را از بین ببرند، یعنی بعد از قطع ماشین استریپ با ماشین تخم کننده، ماشین ضربهکننده میتواند شکل ماشین لازم را از بین ببرند.
1.3 کاهش لزر - از دستگاه کاهش لزر استفاده میکند تا همیشه فلز را کاهش دهد تا شکل خواستهای از ماده را بردارد. ویژگی آن دقیق بالا است و توانایی برای پرداخت بخشها با شکلهای بسیار پیچیده است، اما هزینه پرداخت نسبتا بالا است.
2. شکل:
ساختن فلز صفحه یک روش پردازش بزرگی در پردازش فلز صفحه است. شکل می تواند به دو نوع تقسیم شود: شکل دستی و شکل ماشین. شکل دست اغلب به عنوان یک پردازش اضافه یا کار تموم میشود و کمی کار میشود. با این حال، هنگامی که برخی از مادهها با شکل پیچیده یا به تغییرسازی آماده میشوند، شکل دستی هنوز بینیاز است. شکل دستها با استفاده از پایگاههای ساده و جگها انجام میشود. این روشها در اصل از آن استفاده میشوند: تغییر، تغییر، تغییر، تغییر، تغییر، تغییر و ساختن.
ما در اصل در مورد ساختن این ماشین صحبت می کنیم: شکل بندی، شکل بندی.
2 دقيقاً ساختن صندوق ميتونه به 0.1م رسه
2.2 استفاده از قدرت توسط چرخههای هواپیمایی موتور برای رانندگی از چرخههای بالا، با شکل نسبتی از چرخههای بالا و پایین، فلز صفحه برای رسیدن پردازش و شکل قطعهها تغییر داده میشود. دقیقاً شکلبندیها میتواند بیش از 0.1mm برسد. ماشینهای ضربهزدن میتوانند به ماشینهای ضربهزدن معمولی و ماشینهای ضربهزدن سریع تقسیم شوند.
۳. اتصال صفحه فلزی
اردکهای فندلی و بخشهای ساخته از صفحههای فلزی میتوانند با استفاده از روشهایی مانند ارتباط همگانی گاز، ارتباط رودخانههای رودخانه، سوراخ و غیر از آن ارتباط داشته باشند. این بخش اصلاً ارتباطات گاز را معرفی می کند.
لبههای دو قطعه فلز (یا هر دو قطعه از یک قطعه از ماده) را با هم ببرید و به سختی بر یکدیگر فشار دهید. این روش ارتباط به نام ریزی است. ارتباط فلز صفحه فرایند ارتباط بخش های مختلف با هم به طریق معین برای گرفتن محصول خواسته است. ارتباطات فلز صفحه می توانند به سوراخ، رودخانه، ارتباطات طبقه و غیر از آن تقسیم شوند.
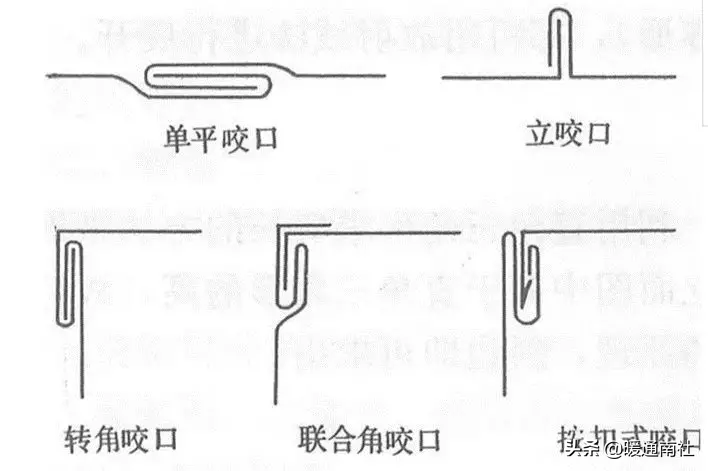
ارتباط کوچک
۱. نوع گاز
گاز داغ و سبک چوب
کاربرد بیت
گونههای گاز مختلف در منطقههای زیر استفاده میشوند:
(۱) یک گاز flat برای تقسیم کردن صندلی از تختها، صندلیهای بسته طولانی از اردک یا بخشها استفاده میشود.
(2) یک گاز برای صندوق دایره، پشت و پشت، و صندوق افقی از اردکان هوا استفاده میشود.
(3) شکستن کوچههای داخلی، شکستن گوشههای متصل و شکستن به شکستن، برای جامهای بستههای طولانی و گلوهای متصلگوشههای داخلی یا بخشهای متصل و گوشههای دندون استفاده میشود.
پهن و تاوان بیت
گسترده گاز بستگی دارد از خستگی پیوندهای لوله، همانطور که در میز 8-1 نشان داده شده است.
اندازه کاهش گاز با گسترش گاز، لایههای فراگیر و ماشینهای استفاده میشود ارتباط دارد.
2. برای یک گاز flat، یک گاز عمودی و یک گاز گوشه، مقدار باقی مانده روی یک صفحه برابر گسترده گاز است، در حالی که مقدار باقی مانده روی صفحه دیگر دو بار بیشتر از گسترده گاز است. بنابراین، نگه داشتن گاز سه بار گسترده گاز برابر است.
3. برای گاز گوشههای مشترک، اندازهای مانند گسترده گاز روی یک تخت و سه بار گسترده گاز روی یک تخت دیگر باقی گذارید، و به نتیجه حفظ کامل چهار بار گسترده گاز است.
4. اجازه گاز باید در هر دو طرف کشتی به اندازه نیاز باقی ماند.
بيت ها ميتونن با دستي يا مکانيکي انجام بشن
۱. گاز دستی
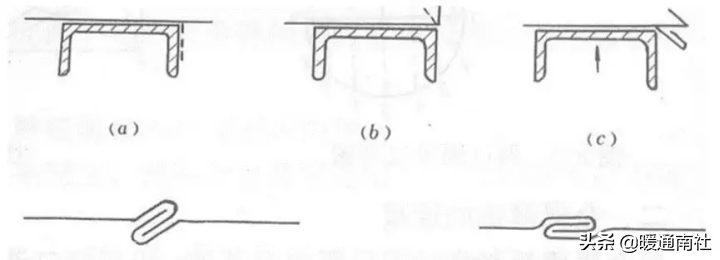
فرایند بیت کردن دستی همانگونه است:
(۱) پرداخت یک گاز پایین (همان طور که در تصویر زیر نشان داده شده) شامل قرارداد یک پلاک با خطوط پیش از ریختن خطوط سیم را روی استل کانال میکند، و خطوطهای تغییر سیم را با لبههای استل کانال تغییر میدهد.
(۱) ماشینهای بیت شامل ماشینهای گاز خطی و ماشینهای گاز ریز است که میتوانند گاز ساختن مربع، چهارچهارچهارچهارچهارچهارچهارچهارچهارچهارچهارچهارچهارچهارچهارچهارچهارچهارچهارچهارچهارچهارچهارچهارچهارچهارچهارچهارچهارچهارچهارچهارچهارچهارچهارچهارچها
(2) فرایند گاز ساختن گاز مکانیکی است که فلز را از طریق جفتهای متعدد چرخشکنندگان با شکلهای متفاوت گروه بگذرد، و به تدریج چرخش مرز صفحه را از کوچک به بزرگ تغییر دهد، و به تدریج آن را شکل میدهد.
هنگامی که آهنگهای هوایی دایرهای از فلز صفحه ساخته میشود، لازم است که فلز صفحه را چرخش کنید. وقتی اردکهای مستقیم ساخته میشود، لازم است که مربع فلز را تقسیم کنیم.
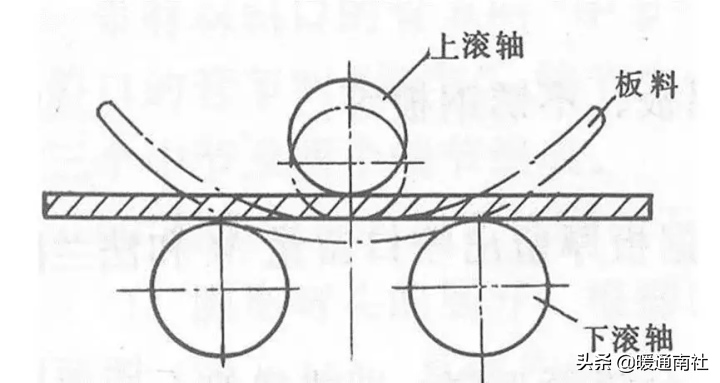
روش کاهش فلز را از طریق یک رالر چرخش به نام رولش نامیده میشود، همچنین به نام رولش شناخته میشود.
1. اصل بنیادی: اصل بنیادی چرخش و چرخش در تصویر نمایش میشود. فلز پایین روی رول پایین قرار میگیرد و فاصله بین رولهای بالا و پایین میتواند تنظیم شود. هنگامی که فاصله کمتر از خستگی فلز صفحه است، فلز صفحه ریخته می شود، که نامیده می شود تزریق. اگر دائماً گردش میشود، فلز صفحه یک گردش آسان در محدودهای که به آن گردش میشود صورت میدهد (ولی دو قسمت فلز صفحه هنوز مستقیم به سبب غیرقابل گردش هستند، و باید هنگامی که بخش را شکل میدهد، از بین برده شود). بنابراین بنیاد چرخش ادامه دارد.
۳.۱ شلاق میتواند به: شلاق CO2، شلاق Ar welding، شلاق مقاومت و غیر از آن تقسیم شود.
3.1.1 قانون پردازش CO2: از گاز محافظت (CO2) استفاده کنید تا با مکانیکی از هوا و فلز گسترده جدا شود، جلوگیری از اکسیدگی و نیتریدی از فلز گسترده است. این عملکرد برای سوختن ماده آهن استفاده میشود. کاربریست: ارتباط ثابت و فعالیت مهر خوب. ناتوانی: تغییر ساده در زمان سوختن ابزارهای آلودگی CO2 در اصل به ماشین های آلودگی CO2 و ماشین های آلودگی CO2 دستی تقسیم می شوند.
3.1.2 آلومینیوم و استخوان استفاده میشود. اصل پردازی و سودهایی و ناتوانی آن همانند CO2 است، و این دستگاه هم به آلومینیوم و آلودگی دستگاه تقسیم میشود.
3.1 این دستگاه در اصل شامل سری سونگکسینگ، سری کیلونگ و غیر از آن است.
۳.۲ ریوتینگ میتواند به عنوان: ارتباط رودخانه فشار و ارتباط رودخانه و غیر از آن تقسیم شود. دستگاه رودخانه معمولی شامل ماشین رودخانه، تفنگ رودخانه و تفنگ رودخانه POP است.
3.2.1 ارتباط رودخانهای فرایند فشار پردهها و دیوونهها در قطعه کاری است تا بتوانند با قطعههای دیگر از طریق طبقهها ارتباط داشته باشند.
ارتباط ریویت استفاده از رودخانهها برای کشیدن و رودخانههای دو بخشی است.
درمان سطح:
اثرات زیبا و محافظت درمان سطح روی سطح محصولات توسط بسیاری صنعت شناخته می شوند. در صنعت فلزی صنعت، روش درمان سطح معمولاً استفاده میشود، شامل الکتروپلاتینگ، پراژ و دیگر روش درمان سطح.
۱. الکتروپلاتینگ به عنوان: گلونازی (رنگ زینک، سینک سفید، سینک آبی، سینک سیاه، سینک سیاه) تقسیم میشود.
عملکرد اصلی این است که یک طبقه محافظت روی سطح ماده، که نقش محافظت و زیبایی را بازی می کند.
2. نقاشی اسپری به دو نوع تقسیم میشود: نقاشی و پریشان پودر را پریشان میکند. بعد از پیشرفت درمان ماده، لباس بر سطح کار با اسلحه و گاز پریشان میشود، که یک لباس روی سطح کار میسازد. بعد از خشکی، نقش محافظت میکند.
لوله بسته دست
در تجهیزات غیر تغییر تغییر دهنده یا یک قطعه تولید گروه کوچک تعداد گروه کوچک است، که آن را به صورت غیر اقتصادی میسازد تا گلولههای تغییر کند. در این صورت، تغییر دستی استفاده میشود. فرایندهای اصلی صندوق دستی شامل پر کردن شن، نشانگذاری، گرم کردن و صندوق است.
(1) هنگامی که لولهها را با پر کردن شن به دست میبندند، این روشهای اصلی را برای جلوگیری از تغییرسازی از بخش لولههای استیل استفاده میکنند: پر کردن لولهها با پرکنندهها (مثل شن کوارتز، روزین و نقطههای تغییر پایین). برای لولههای استیل الماس بزرگتر، شن معمولاً استفاده میشود. قبل از پر کردن شن، یک پای لوله استیل را با یک چوب چوب کانیکی پیوند دهید. یک سوراخ هوایی روی چوب چوب وجود دارد تا اجازه دهد که هوای داخل لوله در حال گرم و گسترش آزاد آزاد شود. بعد از پر کردن شن، همچنین پای دیگر لوله را با یک چوب چوب پیوند کنید. شن پر شده توي لوله استيل بايد تميز، خشک و محکم باشه
برای لولههای استلی با الماس بزرگتر، وقتی از نقشههای چوبی استفاده نمیکند، لولههای چوبی استفاده میشود.
(۲) یک خط را برای تعیین طول گرمایی لوله فلزی کشید
با استفاده از زغال، کوکائين، گاز زغال و نفت سنگين به عنوان سوخت، گرمايي ميتونه انجام بشه گرم باید آروم و یونیفرم باشد، و دمای گرم برای استل کربن معمولی حدود ۱۵۰۰ °C است. خندن سرد براي لوله هاي استيل بي پله و استفاده ميشه
لوله چوب و گرم شده ميتونه روي يه دستگاه تغيير دستگير بشه
لولهی مسخرهی اصلی
لولهی مسخرهی اصلی یک نوع لوله است که با استفاده از یک لولهی اصلی بر روی یک ماشین مسخرهکننده لولهها میگردد. عملکرد مرکز مرکز این است که در حالی که لوله محکم می شود از تغییر تغییر دادن قطعه عبور کند. شکلهایی از چوبهای مرکزی شامل سر گرد، سر مشخص شده، قاشق شکل شده، همراه یک راه، همراه جهانی و چوب متفاوتی است.
کیفیت یک لولهای از مرکزی بستگی به شکل، اندازه و موقعیت مرکزی که در لوله گسترش میشود بستگی دارد.
لولهی مسخرهای
لولههای تغییر مسخرهای از طریق کنترل تغییرسازی قطعه لولههای استیل است که با استفاده از روش تغییرسازی برعکس روی یک ماشین تغییر میکند. این باعث میشود که مقدار تغییرسازی برعکس قبل از وارد شدن به لولههای تغییرسازی استیل به منطقهای تغییرسازی میشود، تا بیرون لولههای استیل از بیرون به تغییرسازی
لولههای بیکرهای بسیار استفاده میشوند. هنگامی که شعام ریختن لوله استیل بیشتر از ۱.۵ بار diameter لوله است، طبقههای بیدرخت عموماً استفاده میشوند. لولههای سنگین اصلی فقط برای لولههای استلی با الماسهای بزرگتر و خشکترین دیوار استفاده میشوند.
در addition, there are methods of bending pipes such as top pressure bending, medium frequency bending, flame bending and extrusion bending.
لوله استيل
دو نوع لولههای استیل وجود دارد: لولههای استیل بینظیر و لولههای استیل سرخ شده.
لوله استيل بي سيم
لولههای استلی بینظیر به لولههای داغی، لولههای سرد کشیده شده، لولههای خارج شده و غیر از آن تقسیم میشوند. طبق شکل مختلف، دو نوع وجود دارد: دور و غیرقانونی. لولههای استلی غیرعادی شامل مربع، اولال، سه گوشهای، ستارهای شکل شده و غیر قانونی است. طبق هدف های مختلف، لوله های گسترده و کوچک پوشیده شده و لوله های کوچک پوشیده شده معمولا برای بخش های فلز پایه استفاده میشوند.
لوله چوب گلوله
لولههای استیلی که به عنوان لولههای استیلی استیلی شناخته میشود، با چوبهای استیلی ساخته میشود و در دو نوع میآید: لولههای آهنی سفید و سفید نامیده میشود، و آن را لوله آهنی سیاه نامیده میشود.
ویژههای لولههای استیلی در سیستم متریک به عنوان دیوار بیرون و در سیستم امپراطوری به عنوان الماس داخلی (اینچ) نشان داده میشوند.
روش علامت اندازه برای لوله های استیل این است: الماس بیرون، عمق دیوار و طول، مثل لوله D60106000
روش اتصال بخشهای فلز صفحه:
بخشهای فلز صفحهها از بسیاری از بخشهایی است که باید به طریق خاص وابسته باشند تا یک محصول کامل بسازند. روشهای ارتباطی که معمولاً استفاده میشود include welding, riveting, threaded connection and expansion joint. ارتباط بین لولههای استیل همچنین روشهایی را که از بالا گفته میشود میگیرد. در مورد سوراخ، رودخانهها و ارتباطها
جفت گسترش روش ارتباطی است که برای رسیدن مهر و سرعت موجود از deformation لوله های استیل و لوله های لوله استفاده می کند. میتواند از روشهای مکانیکی، منفجر کننده و هیدراولیک استفاده کند تا diameter لولهای استفاده کند که باعث تغییر پلاستیک لولهای استفاده میکند و تغییر انفجار elastic از دیوار سوراخهای لولهای است. با استفاده از دوبارهای از سوراخهای لولههای لولهای برای تغییر فشار رادیولی به لولهای استفاده میکند، جفت بین لولهای استفاده میکند و لولهای قدرت گسترش کافی (نیروی کشیدن) دارد، تا مطمئ همچنین باید نیروی مهر (مقاومت فشار) خوبی داشته باشد تا مطمئن شود که وسایل داخل دستگاه از دستگاه زیر فشار کار خارج نشود.










