

 English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

کاهش فلز صفحه یک فرایند مهم برای ساختن محصولات فلز صفحه است. این شامل روشهای سنتی و پارامترهای فرایند مانند کاهش، ضربهبندی و شکلبندی، و شکلبندی، و ساختارهای سرد مختلف مرگ و پارامترهای فرایند، دستگاههای کار و روشهای عملیات، و تکنولوژیهای جدید و فرایندبندیبندی است.
برای هر قسمت فلز صفحه، یک فرایند پردازشی خاص وجود دارد، همچنین به عنوان جریان فرایند شناخته میشود. با تفاوت در ساختار قسمت فلز صفحه، جریان فرایند ممکن است تغییر دهد، ولی در کل آن بیشتر از نقطههای زیر نمیشود.
۱. طراحی و طراحی یک بخشی از بخشیهای فلز صفحهاش، همچنین به عنوان یک نمودار سه دیدگرم شناخته میشود. عملش این است که ساختار بخشیهای فلز صفحهاش را در شکل نقاشی نشان دهد.
2. یک نمودار باز نشسته را بکشید. یعنی یک نمودار پیچیده را به یک قطعه ساده باز کنید
3. قطع کردن. راههای زیادی برای قطع مادهها وجود دارد، در اصل از جمله این:
a. قطع ماشین قطع کردن. این فرایند استفاده از ماشین قطع کردن برای قطع اندازههای شکل، طول و پهن باز شده است. اگر قطع کردن یا قطع کردن گوشهها وجود دارد، آنگاه با یک ماشین قطع کردن و یک قطعه برای شکل شکل پیوند میشود.
b. قطع پانچ فرایند استفاده از یک فشار پانچ برای ساختن یک ساختار پانچ با پراکنده کردن قطعات روی یک فلز پانچ در یک یا بیشتر قدم است. مفیدهایش شامل مصرف کوتاه کاری، موثرت بالا و هزینههای پراکسی کاهش میشود. اغلب در تولید جرم استفاده میشود
c. کاهش کنترل شماره NC وقتی مادهها را در NC بریدن، اولین قدم برنامهی ماشینسازی CNC نوشتن است. این است که از برنامهسازی برنامهسازی برای نوشتن دیاگرمسازیسازیسازیسازی در برنامهای که میتواند توسط ماشینسازی NC CNC شناخته شود استفاده کند. اجازه دهید این برنامهها قدم به قدم بر یک
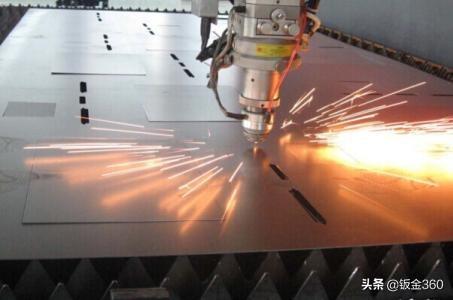
d. بریدن لزر استفاده از بریدن لزر برای بریدن شکل ساختاری یک پلاک پایین روی یک پلاک آهن است
4. چرخش و تاپ کردن. چرخش، همچنین به عنوان نقاشی سوراخ شناخته میشود، فرایند یک سوراخ کوچک بزرگتر از یک سوراخ پایگاه کوچک است و سپس آن را روی سوراخ میکشیم. این میتواند قدرتش را افزایش دهد و از چرخش پرداخت کند. معمولاً برای پرداخت فلز پایگاه با عمومی بسیار کوچک استفاده میشود. هنگامی که عمومی پلاک بزرگ است، مثل ۲.۰، ۲
5. پردازش پانچ. معمولاً پردازش پانچ شامل پانچ کردن و قطع کردن گوشهها، پانچ کردن و انداختن مادهها، پانچ کردن و قطع کردن، نقاشی سوراخ و دیگر روشهای پردازش برای رسیدن هدف پردازش است. پردازش نیاز دارد که گوشههای متفاوتی را برای کامل عملیات انجام دهند. برای پانچ کردن پونچهای پونچهای پونچها وجود دارد، و برای پانچ کردن و شکستن کردن
شش. رودخانه. به اندازهی کارخانهی ما، معمولاً از رودخانههای رودخانهای، رودخانههای رودخانهای، رودخانههای رودخانهای، و غیر از آن استفاده میکنند. معمولاً برای پارههای فلز از طریق ماشینهای ضربهزدن یا ماشینهای رود
7. تغییر. تغییر پردازش قطعات ساده ۲D به قطعات سه بعدی است. پردازش آن نیاز به یک ماشین تغییر دادن و تغییر تغییر دادن تغییر دادن برای کامل عملیات است. همچنین دستور تغییر قطعی دارد، و اصل این است که نخستین قطعات بعدی را تغییر دهد که نخستین تغییر
8. سوراخ کردن. سوراخ کردن فرایند جمع کردن بخشهای متعدد با هم برای رسیدن هدف پرداخت یا سوراخ کردن لبههای بخشهای متعدد برای افزایش قوت آنها است. معمولاً روشهای پرداختکنندههای متعدد هستند، مانند سوراخ کردن گاز CO2، سوراخ کردن گاز آرگون، سوراخ کردن نقطهها، سوراخ کردن روبات، و غیر از آن. انتخاب این روشهای سوراخ کردن بر نیازهای واقعی و موادهای مو چوب آرگون برای چوب آلومینیوم استفاده میشود. خسته کردن روبات در اصل زمانی که قطعه کار بزرگ است و سیم خسته طولانی است استفاده میشود. برای مثال، برای خسته کردن کابینتی، خسته کردن روبات میتواند برای نجات زمان زیادی کار، فعالیت کار و کیفیت خسته کردن استفاده میشود.
9. درمان سطح. درمان سطح معمولاً فیلم فسفاتینگ، الکتروپلیتینگ زینک، کرومات، نقاشی بسازی، اکسیدینگ و غیر از آن شامل می شود. فیلم فسفاتینگ معمولاً برای تخته های سرد و الکترولیتیک استفاده می شود، و فعالیت اصلی آن این است که فیلم محافظت روی سطح ماده را برای جلوگیری از اکسیدینگ علاوه بر این، میتواند پیوند رنگ بستنی خود را افزایش دهد. سینک چند رنگ الکتروپلاتی معمولاً با سطح صفحههای سرد و سرد درمان میشود. کرومات و اکسیدات معمولا برای درمان سطح پلاکتهای آلومینیوم و پروفایل استفاده میشوند. روش درمان سطح خاصی بر اساس نیازهای مشتری انتخاب شده است
10. جمعآوری. جمعآوری به جمع کردن بخشهای یا بخشهای مختلف به طریق خاص برای ساختن یک محصول کامل ارائه میکند. یک چیز برای حفاظت توجه به عنوان محافظت عناصر است که نباید زخم شود یا زخم شود. مجموعه پایان آخرین مرحله کامل کردن یک عناصر است، و اگر این عناصر به خاطر زخم یا زخم استفاده نمیشود، باید دوباره نوشته شود، که زمان فرایند زیادی را تلف میکند و هزینههای عناصر را افزایش میدهد. بنابراین، توجه ویژه باید










