English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

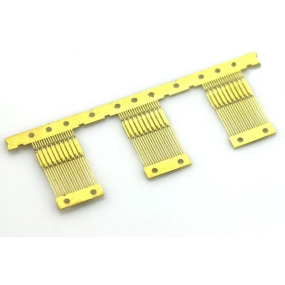
Instructions for Sheet Metal Processing, Assembly and Bending Process
این بسیار مهم است که کل فرایند تغییر دادن بخشهای پرداخت فلز را درک کنیم. وقتی صفحهی صفحه تغییر میشود، در اصل سه تابع خدمت میکند: لحظه تغییر، نیروی تغییر و فشار محلی. لحظهی تغییر کردن در اصل توسط تغییر و تغییر کردن قطعات کارهای فلزی صفحه ایجاد میشود. وقتی بخشهای پردازش فلزی پایهها تغییر میدهند، آنها را توسط نیروهای خارجی تأثیر میدهند. تحت عمل نیروهای خارجی، مقاومت به طور غیرقابل تولید خواهد شد. در این لحظه نیروهای خارجی و داخلی باید برابر باشند. در این نقطه، اگر نیروی خارجی با تفاوت افزایش کند، استرس داخلی هم افزایش خواهد کرد، و به نتیجه یک درجه بیشتری از تغییر افزایش خواهد شد. با این حال، تمام مادههای فلزیها محدودیتهای elastic دارند. قبل از رسیدن به محدودیت elastic، قسمت کار فلزی در حالت تغییرات elastic است. اگر نیروی خارجی ناپدید شود، ماده فلزی صفحه قبل از آنکه نیروی کاربرد به شکل خود برگردد. ولی اگر نیروی خارجی هنوز به افزایش ادامه دهد وقتی قطعه کاری فلز به محدودیت elastic خود رسد، تغییرات پلاستیک آن طولانی خواهد شد. یعنی بعد از حذف نیروی خارجی، ماده فلزی صفحه به شکل اصلی خود برنمی گردد و تغییر مدت طولانی انجام می دهد. این فرآیند فرآیند تغییر فرآیند بخشهای پرداخت فلز صفحهای است که ما در اصل تحقیق میکنیم. هنگامی که نیروی خارجی خیلی بزرگ است، قسمت کار فلزی به دلیل تغییر مدت طولانی آن شکسته می شود. در این مورد، مادههای فلزی از دست میدهند. در طول فرایند تغییر کردن، ممکن است faktورهای دیگری وجود داشته باشد که می توانند فرایند تغییر دهند.

قسمتهای پرداخت فلز صفحه کوچک
هنگامی که یک قطعه کاری فلزی از پارهای بسته شود، طبقه داخلی گوشهاش محاصره میشود، و طبقه خارجی به همین دلیل گسترش میشود. چقدر کوچکتر زاویه تغییر میکند، چقدر بزرگتر تغییر و تغییر اثرات تغییر میدهد روی ماده وقتی خستگی کارهای فلزی پایهها بدون تغییر میماند. هنگامی که نیروی تنگی به محدودیت خود رسد، قطعه کاری فلزی پاره می شود یا شکسته می شود. بنابراین، در طراحی بخشهای مخلوط، رادیوی کوچکترین مخلوط باید به اندازهی توانایی از آن دور شوند. معمولاً مادههای فلزی صفحهای از رادیوی بستنی بزرگتر استفاده میکنند. اگر نیازهای ویژهای برای سرعت ریختن در عملیات عملی وجود ندارد، فلت ریختن باید از خستگی ماده فلز کوچکتر باشد.
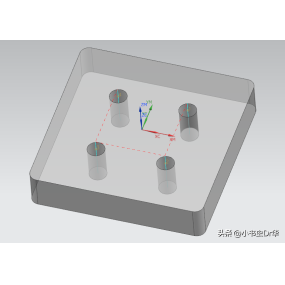
فاصله بین لبههای سوراخ از قسمتهای تغییر فلز صفحه
سوراخ باید در یک فاصله خاص از منطقه تغییر نگه دارد، زیرا اگر فاصله بین آن دو خیلی نزدیک باشد، ماده فلز صفحه در طول تغییر، سوراخ را در طول تغییر می کشد، بنابراین بر استفاده از آن قسمت تاثیر می دهد. بنابراین، در طراحی بخشهای پردازش فلز صفحه، لازم است تا مطمئن بشه که فاصله بین لبهی سوراخ خشک و سمت بیرون از سه برابر خشکی صفحه بزرگتر است. اگر فاصله را کنترل نمیکند، یک سوراخ کوچک قبل از سوراخ کردن باید سوراخ شود، و بعد از تغییر تغییر انداختن بعد از تغییر انداختن تغییر انداختن برای پیروی نیازها گسترده شود.
ارتفاع لبه راست از قطعات سنگ فلز
برای بخش های فلزی با زاویهای از 90 درجه تغییر میکند، برای آسان ساختن و استفاده، بلندی آنها معمولا بیشتر از دو بار عمیق آنها است. اگر ارتفاع از دو بار کمتر از خستگی به خاطر طراحی یا نیازهای دیگر است، عملیات خستگی باید اول انجام شود، و سپس پردازش باید بر اساس نیازهای بعد از خستگی برای رسیدن اندازه هدف انجام شود. برای بخشی های فلزی با لبههای کوچک، اول از لبههای کوچک راست نادیده بگیرید، اول عملیات کوچک را انجام دهید، و بعد از کوچک کردن عملیات کاهش را انجام دهید تا آن را یک لبه کوچک کنید و به نیازهای هدف پیروی کنید.