English
English Spanish
Spanish Arabic
Arabic Spanish Basque
Spanish Basque Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Boolean
Boolean Danish
Danish German
German French
French Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Malay
Malay Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese 简体中文
简体中文 Haitian Creole
Haitian Creole

چطور باید در زندگی روزانهمون با عصبانی در پرداخت فلزی در شینینگ کنار بیایم؟ لطفاً به متن زیر اشاره کنید.
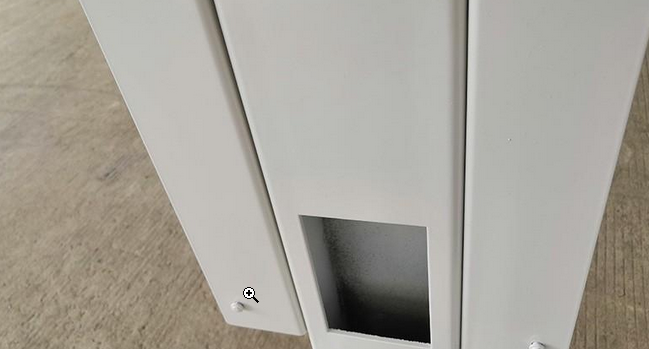
همه ما می دانیم که آب غیر اغلب بعد از فسفات در پرداخت فلز صفحه بیرون می رود، که یک مشکل مشترک در بسیاری از کارخانه های پرداخت فلز صفحه است. پس چطور جلوي عجله کردن و با اين مشکل رو بگيري؟ اول، ما باید دلایل پشت این دیدگاه رو شناسایی کنیم و تحلیل کنیم.
1. در طول شوندن اسید، اگر اسید در فاصلهها ناتوان نشده یا کاملا ناتوان نشده باشد، درمان فوسفاتین ممکن است به صورت ساختن یک فیلم کامل که به سوی چرخش آمده باشد نتیجه دهد. بعد از پوستش، چرخش برای مدت طول میکشد و به سوی فاصلهها فراخ میکند.
2. شستن اسید قوی، درمان آلکالین قوی، شیمیاییهای باقی مانده در فاصلهها توسط واکنشهای شیمیایی ناتوان میشوند، و بسیاری از تولیداتکنندگان آنها را با آب پاک نمیکنند. این نتیجه به تولیدات سفید بعد از خشک شدن در فاصلههای خاکستری ظاهر میشود. بعد از پوست کردن یک مدت، این تولیدات سفید شیمیایی با رسانههای کروژی در هوا در فاصلههای فراوان در هوا واکنش میکنند.
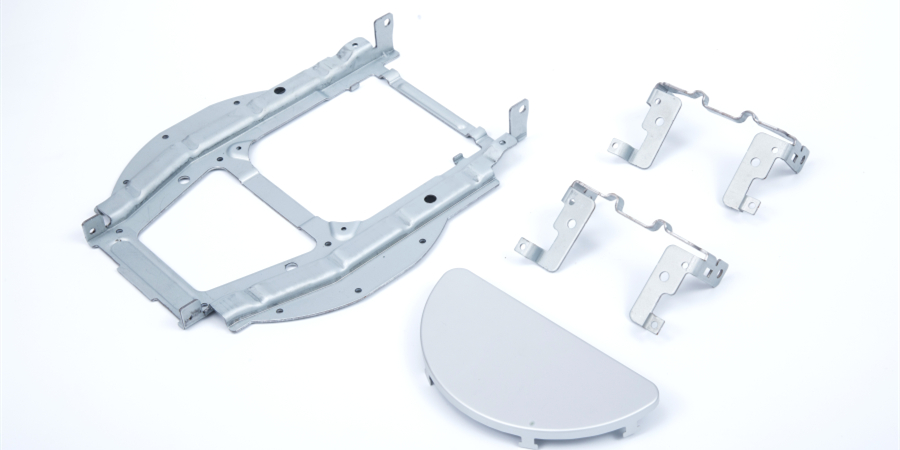
1. لازم است که از کاهش آلکالی ضعیف استفاده کنید، که نباید بخشهای آلکالی فلک باشد. TAL باید در حدود 15POINT کنترل شود و pH نباید بیشتر از 13 باشد.
فرایند گیرندگی می تواند با استفاده از گیرندگی اسید سولفوریک انجام شود، و زمان گیرندگی لازم نیست خیلی طولانی باشد. استفاده از اسید فوسفوریک درست است.

3. بعد از برگشتن لطفا با 1-2 کربنات سوتيوم ناترتيب کنيد
4. تغییرات سطح با استفاده از اسید اکسیلیک به عنوان سوخت شیمیایی با توجه ۱-۲ درجه رسیده می شود.
5. اسید درمان фосفاتینگ بنیاد زنک باید در حد بالا تنظیم شود. برای درمان ناپذیری، تلاش کنید TA: 35 یا بالا، FA: 1.2AC: 8 (لوله فرمتینگ 20cm).
6. تمام پروژههای شوندن آب لازم نیست کاملا تمیز شوند و شوندن آب باید زیادی روان باشد.
محتوای مقاله از اینترنت منتقل شده است. اگر سوالی دارید، لطفا با من تماس بگیرید تا آن را حذف کنید!