English
English Spanish
Spanish Arabic
Arabic Spanish Basque
Spanish Basque Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Boolean
Boolean Danish
Danish German
German French
French Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Malay
Malay Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese 简体中文
简体中文 Haitian Creole
Haitian Creole

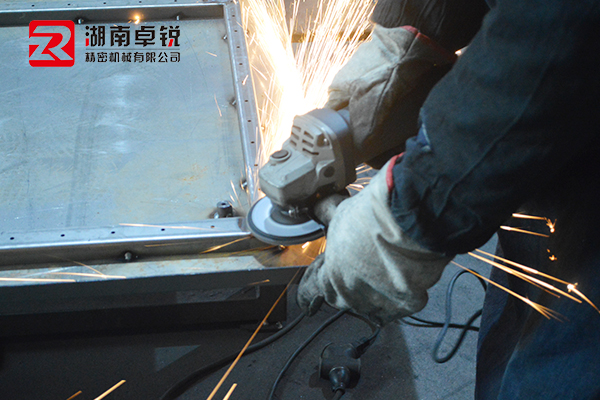
Утворення металевих штампувальних деталей здебільшого спричинене пиловими або залізними стружками, прикріпленими до зовнішнього вигляду сировини або форм. То як ми можемо уникнути цієї ситуації?
1. Перевірка та корекція штампувальної матриці металевої штампувальної матриці: штампувальну матрицю потрібно регулярно перевіряти та підтримувати, щоб зменшити виникнення ударів та ударів та підтримувати стабільний стан. Звичайна практика полягає у використанні зразків для перевірки скріплюючих подряпин тримача заготовки та стану обробленої поверхні (філе штампу, філе пуансона);
2. Перевірка та корекція ріжучих штампів для штампування металевих штампів: Причина ударів і ударів після процесу зсуву полягає в тому, що порошок заліза відбувається під час процесу зсуву, тому необхідно спостерігати за порошком заліза перед штампуванням, щоб запобігти ударам і ударам; 000 @ 000 3. Відповідна швидкість маніпулятора: для виробництва напівавтоматичного штампування, коли пуансон витяжки знаходиться в нижній орієнтації штампа, а швидкість маніпулятора дуже висока, задирка впаде на верхню частину пуансона, викликаючи удари та удари. Для того, щоб запобігти цій проблемі, ми можемо провести експеримент розряду деталі перед виробництвом і розумно встановити швидкість і кут розряду маніпулятора, щоб він не торкався деталі та нижньої матриці;
4. Перевірте ріжучу поверхню: Під час різання котушки знос і пошкодження ріжучої матриці призведе до того, що багато крихітних порошків заліза прилипнуть до краю, тому перед штампуванням необхідно перевірити поверхню подвійного різання в області матеріалу або лінії штампування виробництва, і вчасно очистити лист, щоб видалити задирки.
5. Перевірте пристрій для чищення листів: Перед виробництвом металевих штампувальних деталей необхідно одночасно перевірити та обрізати схему очищення, щоб було ефективніше очистити лист, що також дуже потрібно, а також потрібно звернути увагу на зазор ролика та якість очисного масла. Детальний спосіб полягає в тому, щоб нанести червону фарбу на сталеву пластину та змусити її пройти процедуру очищення. У той час перевірте форму попередника червоної фарби, що відкликається. Якщо швидкість видалення некваліфікована, необхідно перевірити та обрізати схему очищення. Коли масло для чищення відсутнє, його потрібно вчасно зменшити.
Ця стаття від EMAR Mold Co., Ltd. Для отримання додаткової інформації, пов ‘язаної з EMAR, натисніть: www.sjt-ic.com,