

 English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

قسمت فلزي چيه؟ بخشهای فلز صفحهها یک فرایند کار سرد کامل برای صفحههای فلز (معمولاً کمتر از 6mm) است که شامل قطعه، قطعه/قطعه/قطعه/قطعه، قطعه، قطعه، جوش، رودخانه، قطعه و شکسته برای تولید بخشهایی است.

Features:
1. Uniform thickness. از یک قسمت، خستگی همه قسمت ها هماهنگ است
2. وزن سبک، قدرت بالا، رفتاری، هزینه کم و عملکرد خوب در تولید مقیاس بزرگ
تکنولوژی پرداخت
۱. بریدن
وسیلهای که در فرایند گسترش استفاده میشود یک دستگاه گسترش است که میتواند یک صفحه فلز را به شکل بنیادی برطرف کند. فایدههای آن شامل هزینههای پردازش پایین است. ناتوانی: دقیقات متوسط است، در قطع قطع شعلههایی وجود دارد، و شکل قطع تنها است، همه آنها عدد زاویه ساده و دیگر شکل سادههایی از خطوط مستقیم هستند.
قبل از قطع کردن، باید اندازههای غیر گستردهای از قطعهها را محاسبه کنیم. اندازههای غیر گستردهای با قطعهی تغییر، زاویههای تغییر، مادههای صفحه و عمومی صفحه ارتباط دارد.
2. سرعت
دستگاه برای فرایند ضربه یک دستگاه ضربه است که می تواند فرایند و مواد قطع را شکل دهد. شکلهای مختلف نیازمند تغییرات مختلف است، تغییرات معمولی شامل سوراخهای دور، سوراخهای طولانی و تغییرات است. دقيق بالا
رئيس: مواد نبايد برداشته شود، و بلندي رئيس محدود است، که در ارتباط با مواد صندوق، خستگي صندوق و زاويه صندوق رئيس است.
کلی نوع تغییرات وجود دارد، شامل سوراخ های تغییر گرما، سوراخ های تغییر و غیر از آن. به دلیل تاثیر تغییر تغییر، فاصله بین مرز سوراخ طراحی و مرز تغییر و مرز تغییر تغییر محدود خواهد شد
۳. بریدن لزر
دستگاه پرداخت: دستگاه بریدن لزر
برای مادههایی که نمیتوانند با شکستن یا شکستن فرایند بردارند، یا برای تختههایی که با سختی بالا دارند، که نزدیک به خسارت کردن تختهها هستند، مانند آنها که با گوشههای گردششدهاند، یا هنگامی که هیچ تختهای آمادهای برای شکل لازم نیست، قطع لیزر میتواند برای کامل کردن شکل ماده قبل از شکستن
پیشنهاد: بریدن بدون سوختن، دقیق بالا، قادر به برگها، گلها و غیر از آن است. ناتوانی: هزینه فرایند بالا
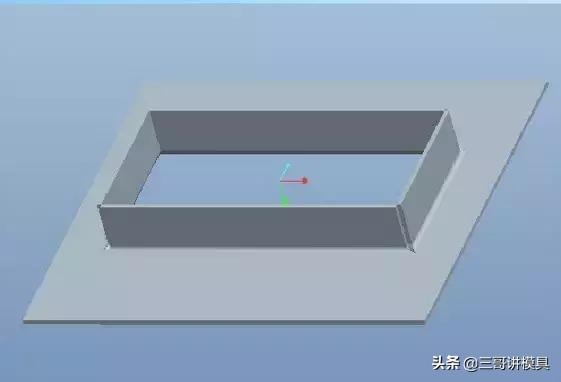
چهار

دستگاه پرداخت: دستگاه تغییر، دستگاه تغییر
آنها میتوانند صفحههای فلزی را در شکل خواستهای بگذارند یا گردانند، که فرایند ساختن بخشها است. فرایند ساختن شکل خواسته با سرد فشار کردن یک صفحه فلزی با شمع بالا و پایین یک دستگاه تغییر میگویند تغییر کردن.
پایین مرحله در شکل قطعات فلز صفحه است، و چندین نقطه برای توجه به آن موقع که قطعات میتوانند پراکنده شود و به شکل افکند. زیر این، ویرایشگر آنها را برای همه توضیح میدهد.
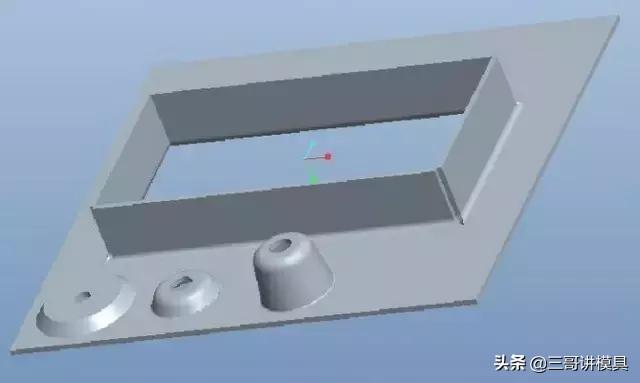
1. کمبود ماده، همان طور که در تصویر زیر نشان داده میشود. کمبود ماده زیادی بالا است و بیشتر از کمال ماده است. پیشرفت عمومی برای افزایش اندازهی نصب یا از مخالفتهای نصب استفاده میشود. بنابراین، پیشرفت باید بدون تغییر ساختار داخلی ماده و تأثیر قوت ساختاری انجام شود. برای مثال، زاویه بین کان کنوکس و هواپیمای مربوط 45 است و ارتفاع 3 برابر خستگی پلاک است
2. مادههای کمی: مادههای کمی اغلب لبههای بستهای بسته دارند که اغلب به وسیله خطاهای فرایند یا خطاهای کشیدن فرایند باعث میشوند
3. محدودیتهای تغییر: بیشتر ماشینهای تغییر تغییر کردن محدودیت مشخص دارند
ارتفاع یک منطقه: اندازه ماشین تغییر و ارتفاع مرز تغییر میتواند با استفاده از روش تغییر زاویه بزرگ چندین منطقه مقرر شود
ارتفاع دوگانه: نه بزرگتر از ارتفاع بیشتری از یک طرف. در اضافه به تمام محدودیت های ارتفاع یک طرف، این همچنین با مرز زیر محدودیت میشود: ارتفاع پایین
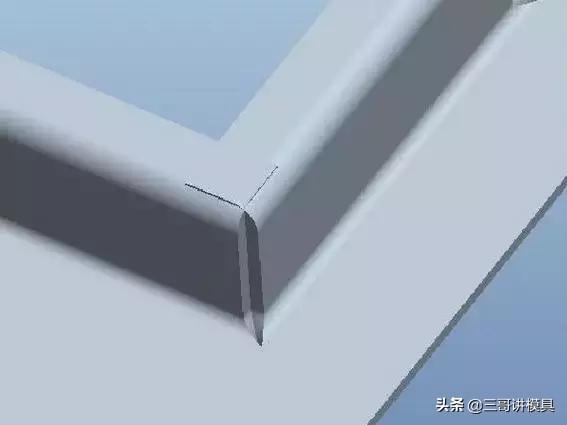
4. همانطور که بخشهای فلز صفحه با تغییر یک صفحه فلز کوچک ساخته میشوند، ارتباط بین لبهای تغییر تغییر نهاده نمیشود و ارتباط استواری وجود ندارد. اگر درمان نمیشود، آن تأثیر قوت میدهد. روش درمان معمولی در صفحه تغییر میدهد. لازمهای فنی روی صفح

5. درمان سطح
به دلیل خستگی تنگ بخشهای فلز صفحه، آنها برای گلونازی کردن داغ گرم مناسب نیستند. روشهای درمان سطح معمولی شامل فسفات و پراژ الکترواستیک است، و رنگ با پروژه متفاوت میشود. این فرایند برای بخشهای سیاه با سطح خارجنشده مناسب است.
بسيار خب، همه اينها براي قسمت هاي فلزي و بعضي از تکنيک هاي پردازش اونا هستن اگر سوالی دارید، لطفا در بخش توضیح زیر بگویید. بیایید با هم رابطه کنید و بحث کنید!









