English
English Spanish
Spanish Arabic
Arabic Spanish Basque
Spanish Basque Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Boolean
Boolean Danish
Danish German
German French
French Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Malay
Malay Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese 简体中文
简体中文 Haitian Creole
Haitian Creole

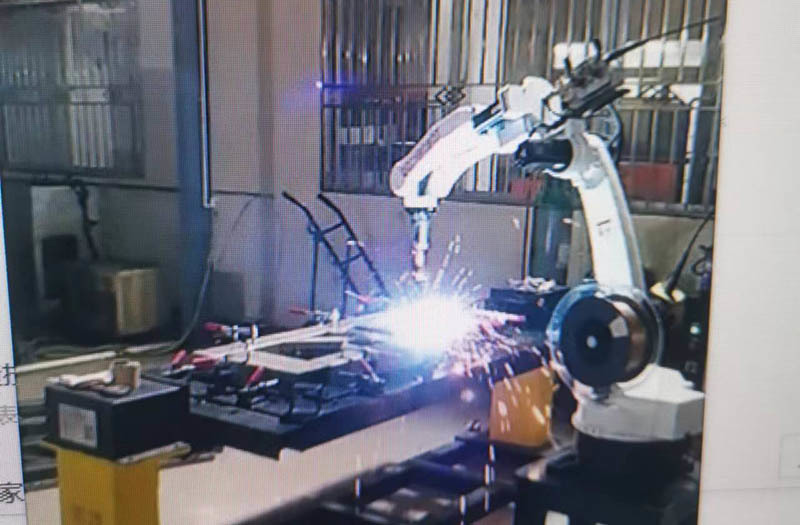
Заводи з переробки деталей прецизійного штампування часто стикаються з різними проблемами у виробництві деталей прецизійного витягування, що сильно впливає на графік виробництва та контроль витрат. Як виникають ці проблеми? EMAR пояснює вам велику кількість практичних доказів.
1. Вплив глибини розтягування
Розподіл опору потоку розтягуючого матеріалу вздовж увігнутої матриці безпосередньо пов ‘язаний з глибиною витягування. У криволінійному положенні внутрішнього увігнутого та зовнішнього опуклого надмірна глибина розтягування розтягуючої частини може спричинити нерівномірний розподіл стійкості до деформації, що становить зморшку, яку слід якомога більше запобігати.
2. Відрегулюйте розмір сили тримача заготовки
Коли зморшки відбуваються рівномірно навколо заготовки, слід судити про відсутність сили натискання, і зморшки можуть бути усунені шляхом поступового збільшення сили натискання. Коли розтягуюча частина розтягує конусоподібну частину і напівсферичну частину, більша частина даних знаходиться в підвішеному стані на початку розтягування. Легко відбувається зморшка бокової стінки, тому на додаток до збільшення сили тримача заготовки, завод з обробки деталей прецизійного штампування також повинен вибрати ребра для збільшення напруги розтягування внутрішнього діаметра пластини і усунення зморшок. 
3. Вплив радіуса філе матриці
Радіус філе матриці для витягування занадто великий, і заготовка потрапляє в матрицю через філе матриці, тим менший звивистий опір звивистої деформації. Чим менший звивистий опір, тим простіше виникнення зморшок. Чим більший звивистий опір невеликої звивистої деформації радіуса матриці, тим менш просте зморщування, але легко сформувати розтріскування та витягування розтягнутої частини.
Основною причиною зморшок розтягнутих деталей є накопичення матеріалів під час процесу розтягування та надмірна швидкість руху місцевого матеріалу. При формулюванні розчину завод з переробки деталей точного штампування повинен розглянути можливість регулювання відповідної організації штампу з вищезазначених аспектів, що дозволить досягти хороших результатів.
Ця стаття від EMAR Mold Co., Ltd. Для отримання додаткової інформації, пов ‘язаної з EMAR, натисніть: www.sjt-ic.com,