English
English Spanish
Spanish Arabic
Arabic Spanish Basque
Spanish Basque Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Boolean
Boolean Danish
Danish German
German French
French Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Malay
Malay Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese 简体中文
简体中文 Haitian Creole
Haitian Creole

У EDM електрод інструменту та заготовка відповідно з ‘єднуються з двома полюсами імпульсного джерела живлення і занурюються в робочу рідину, або робоча рідина заповнюється в розрядний зазор. Електрод інструменту подається на заготовку через систему автоматичного управління зазором. Коли зазор між двома електродами досягне певної відстані, імпульсна напруга, що подається на два електроди, пробиватиметься через робочу рідину і вироблятиме іскровий розряд.
У тонкому каналі розряду миттєво концентрується велика кількість теплової енергії, при цьому температура може досягати понад 10 000 С, а також різко змінюється тиск, так що локальний слідовий металевий матеріал на робочій поверхні негайно розплавляється, випаровується і вибухає в робочу рідину, швидко конденсується, утворюючи тверді металеві частинки, які виносяться робочою рідиною. У цей час на поверхні заготовки залишають крихітну позначку ями, а розряд ненадовго припиняють, а робоча рідина між двома електродами відновлюється до ізолюючого стану.
Потім наступна імпульсна напруга руйнується в іншій точці, де два електроди знаходяться відносно близько, генеруючи іскровий розряд і повторюючи вищезазначений процес. Таким чином, хоча кількість металу, витравленого кожним імпульсним розрядом, дуже мала, через тисячі імпульсів в секунду, більше металу може бути витравлене, з певною продуктивністю.
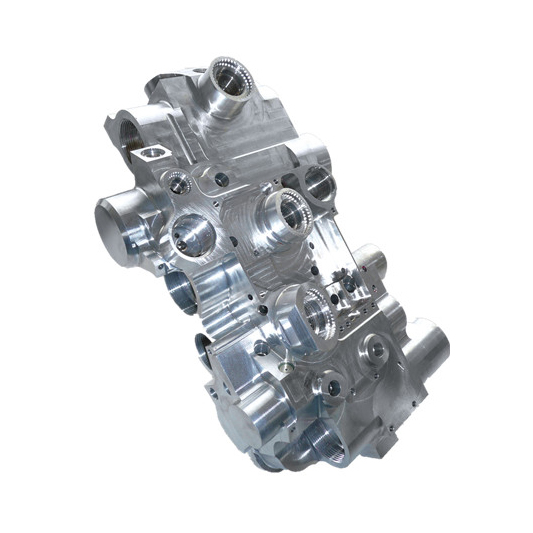
 За умови підтримки постійного розрядного зазору між електродом інструменту та заготовкою, під час травлення металу заготовки, електрод інструменту безперервно подається на заготовку, і, нарешті, обробляється форма, що відповідає формі електрода інструменту. Тому, доки змінюється форма електрода інструменту та режим відносного руху між електродом інструменту та заготовкою, можна обробляти різні складні профілі. Електроди інструментів зазвичай використовуються з хорошою електропровідністю, високою температурою плавлення та легкими для обробки корозійно-стійкими матеріалами, такими як мідь, графіт, мідно-вольфрамові сплави та молібден. Під час обробки електрод інструменту також має втрати, але це менше, ніж кількість травлення металу заготовки, і навіть майже без втрат.
За умови підтримки постійного розрядного зазору між електродом інструменту та заготовкою, під час травлення металу заготовки, електрод інструменту безперервно подається на заготовку, і, нарешті, обробляється форма, що відповідає формі електрода інструменту. Тому, доки змінюється форма електрода інструменту та режим відносного руху між електродом інструменту та заготовкою, можна обробляти різні складні профілі. Електроди інструментів зазвичай використовуються з хорошою електропровідністю, високою температурою плавлення та легкими для обробки корозійно-стійкими матеріалами, такими як мідь, графіт, мідно-вольфрамові сплави та молібден. Під час обробки електрод інструменту також має втрати, але це менше, ніж кількість травлення металу заготовки, і навіть майже без втрат.
 Як розрядне середовище робоча рідина також відіграє роль охолодження та видалення стружки під час процесу механічної обробки. Зазвичай використовувана робоча рідина є середовищем з низькою в ‘язкістю, високою температурою спалаху та стабільною продуктивністю, таким як гас, деіонізована вода та емульсія. Електрична іскрова машина є різновидом самозбудженого розряду. Її характеристики такі: Два електроди іскрового розряду мають високу напругу перед розрядом. Коли два електроди знаходяться близько, середовище між ними розбивається, і іскровий розряд відбувається негайно. З процесом пробою опір між двома електродами різко зменшується, а напруга між двома електродами також різко зменшується. Іскровий канал повинен бути погашений в часі через короткий проміжок часу (зазвичай 10-7-10 -3с) для підтримки характеристик "холодного електрода" іскрового розряду (тобто теплова енергія, перетворена енергією каналу, не може передаватися на глибину електрода в часі), так що енергія каналу діє на дуже малому діапазоні. Дія енергії каналу може викликати часткову корозію електрода. Спосіб використання явища корозії, що утворюється при іскровому розряді, для розміру матеріалу називається EDM.
Як розрядне середовище робоча рідина також відіграє роль охолодження та видалення стружки під час процесу механічної обробки. Зазвичай використовувана робоча рідина є середовищем з низькою в ‘язкістю, високою температурою спалаху та стабільною продуктивністю, таким як гас, деіонізована вода та емульсія. Електрична іскрова машина є різновидом самозбудженого розряду. Її характеристики такі: Два електроди іскрового розряду мають високу напругу перед розрядом. Коли два електроди знаходяться близько, середовище між ними розбивається, і іскровий розряд відбувається негайно. З процесом пробою опір між двома електродами різко зменшується, а напруга між двома електродами також різко зменшується. Іскровий канал повинен бути погашений в часі через короткий проміжок часу (зазвичай 10-7-10 -3с) для підтримки характеристик "холодного електрода" іскрового розряду (тобто теплова енергія, перетворена енергією каналу, не може передаватися на глибину електрода в часі), так що енергія каналу діє на дуже малому діапазоні. Дія енергії каналу може викликати часткову корозію електрода. Спосіб використання явища корозії, що утворюється при іскровому розряді, для розміру матеріалу називається EDM.
Механічна обробка електричним розрядом - це розряд іскор у рідкому середовищі в нижчому діапазоні напруги. Обробка EDM може бути розділена на п ‘ять категорій відповідно до форми електрода інструменту та характеристик відносного руху між інструментом та заготовкою: обробка формування EDM з використанням електродів формувального інструменту для простого руху подачі відносно заготовки; Обробка різання дроту EDM з використанням осьово рухомого дроту як електродів інструменту, а заготовка рухається відповідно до бажаної форми та розміру для різання провідних матеріалів; Шліфування EDM за допомогою дроту або формування електродів електропровідного шліфувального круга для шліфування невеликих отворів або формування шліфування; EDM спряжена ротаційна обробка для обробки різьбових кільцевих манометрів, різьбових штекерів, шестерень тощо; обробка дрібних отворів, гравіювання поверхні легування, зміцнення поверхні та інші типи обробки. EDM може обробляти матеріали та заготовки складної форми, які важко різати звичайними методами різання; він не має сили різання під час обробки; він не створює дефектів, таких як задирки та сліди ножа та канавки; матеріал електрода інструменту не повинен бути твердішим за матеріал заготовки; його легко автоматизувати за допомогою безпосереднього використання електричної енергії; поверхня модифікованого шару після обробки повинна бути додатково видалена в деяких додатках; очищення робочої рідини та обробка димових забруднень, що утворюються під час обробки, є більш складними.