English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

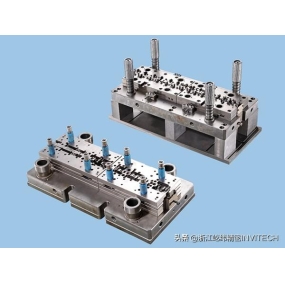
قالب در قالب مهر زنی سازنده قطعات مهر زنی یکی از حیاتی ترین اجزای کل قالب است. کیفیت قالب به طور مستقیم تعیین می کند که آیا می توان یک قطعه مهر زنی واجد شرایط تولید کرد یا خیر. هنگام طراحی قالب باید به نکات زیر توجه کرد:
1. سوراخ قالب مهر زنی را نمی توان به یک حفره دیوار مستقیم تبدیل کرد
برای اینکه قطعه کار یا ضایعات به راحتی سقوط کنند ، حفره قالب نباید به صورت دیوار مستقیم ساخته شود ، بلکه باید به صورت مخروطی ، دهانه استوانه ای مخروطی یا دهانه استوانه ای پلکانی ساخته شود. قالب دهانه استوانه ای برای ساخت راحت تر است ، استحکام لبه بالا است و اندازه لبه پس از سنگ زنی بدون تغییر باقی می ماند. این رایج ترین ساختار قالب مهر زنی است. اگر دیواره داخلی قالب یک دیوار مستقیم باشد ، قطعه کار پانچ شده یا ضایعات به دلیل اندازه بزرگ در حفره داخلی گیر می کند. اگر تجمع بیش از حد وجود داشته باشد ، قالب منبسط شده و ترک می خورد.
2. ضخامت قالب مهر زنی نباید خیلی کم باشد
ضخامت قالب مهر زنی مستقیماً بر استحکام ، سفتی و دوام قالب تأثیر می گذارد و اندازه آن به فشار مهر زنی مربوط می شود. ضخامت قالب مهر زنی نباید خیلی کم باشد ، زیرا سوراخ روی پایه قالب یا صفحه پشتی زیر قالب بزرگتر از سوراخ قالب است. اگر ضخامت قالب خیلی کم باشد باعث پیچ خوردگی و تغییر شکل قالب در حین کار و حتی آسیب دیدن آن می شود.
3. ضخامت دیواره قالب مهر زنی نباید خیلی کم باشد. ضخامت دیواره قالب مهر زنی مستقیماً بر استحکام قالب تأثیر می گذارد.
اگر ضخامت دیواره قالب خیلی کم باشد ، استحکام قالب در هنگام مهر زنی کم می شود و ممکن است بشکند. از آنجایی که نیروی قالب در هنگام مهر زنی نامرتب است ، سازندگان قطعات مهر زنی عمومی باید ضخامت قالب را بر اساس فرمول های تجربی یا روابط متقابل تعیین کنند. 
4. ارتفاع لبه برش قالب مهر زنی نباید خیلی زیاد باشد
دو نوع اصلی قالب مهر زنی وجود دارد. یکی قالب دهانه استوانه ای است که دارای استحکام لبه بالا و دقت ابعادی بالایی در مهر زنی قطعات است. دیگری قالب سوراخ مخروطی است که دارای استحکام لبه n پایینی است ، اما جمع آوری قطعات کار یا ضایعات در سوراخ آسان نیست. نیروی اصطکاک و انبساط روی دیواره سوراخ کم است ، بنابراین سایش قالب و مقدار آسیاب در هر بار کم است. اندازه لبه پس از آسیاب افزایش می یابد ، اما مقدار افزایش آن بسیار کم است که تأثیر کمی بر عمر قالب دارد. این نوع قالب عموماً برای مهر زنی قطعات کار با دقت کم ، شکل ساده و ضخامت مواد نازک استفاده می شود. ارتفاع لبه قالب مهر زنی نباید خیلی زیاد باشد. اگر ارتفاع لبه بیش از حد بزرگ باشد ، ضایعات پانچ بیشتر جمع می شود که باعث افزایش فشار پانچ ، نیروی فشار و سایش دیواره سوراخ می شود. پس از ساییدگی قالب ، سوراخ ممکن است یک مخروط معکوس تشکیل دهد که باعث می شود ضایعات روی سطح کار قالب بپرند و به قالب آسیب برساند. به این ترتیب پس از ساییدگی لبه ، میزان آسیاب هر بار زیاد و عمر کل قالب کم می شود. ارتفاع قالب پانچ U نباید خیلی کم باشد. اگر ارتفاع لبه خیلی کم باشد ، تعداد دفعات آسیاب پس از ساییدگی قالب کاهش می یابد و عمر کل قالب نیز کاهش می یابد.
این مقاله از EMAR Mold Co., Ltd. برای اطلاعات بیشتر مرتبط با EMAR ، لطفاً کلیک کنید: www.sjt-ic.com !