English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

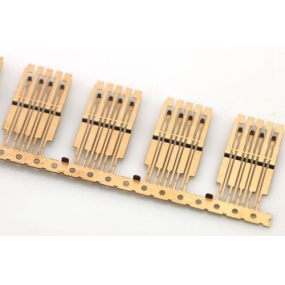
ویژگی جریان فلز هنگام پانچ کردن سوراخ های کوچک این است که در مرحله ابتدایی پانچ ، ضایعات توسط پانچ فشرده شده و به ناحیه اطراف سوراخ فشرده می شوند که به سادگی باعث تغییر شکل سوراخ مجاور و لبه قطعه کار می شود. شکل. هنگام پانچ کردن سوراخ های کوچک ، تغییر شکل پلاستیک زیادی ایجاد می شود ، بنابراین پدیده سخت شدن مواد و کاهش پلاستیسیته رخ می دهد. در مقایسه با سایر قالب های پانچ ، قالب های پانچ سوراخ کوچک ویژگی های خاص خود را دارند. قطر قالب های محدب و مقعر کوچک است ، فاصله پانچ باریک است ، به راحتی قابل لمس است و پانچ به راحتی شکسته می شود. برای جلوگیری از ترک خوردن پانچ ، الزامات بالاتری برای قالب های پانچ وجود دارد. علاوه بر چیدمان صحیح و معقول اندازه ها و جهت گیری های مختلف ، باید به انتخاب مواد پانچ نیز توجه ویژه ای شود.
قالب پانچ برنامه ریزی شده توسط کارخانه مهر زنی مجاور از فولاد ساخته شده است و قطعات قابل تعویض برای افزایش تعداد قطعات یدکی انتخاب می شوند تا از ترک خوردن پانچ و تأثیر بر تولید جلوگیری شود.
هنگام برنامه ریزی یک قالب سوراخ کوچک ، باید به موارد زیر توجه کرد:
1. هنگام برنامه ریزی پانچ ، استحکام آن باید با توجه به مقاومت برشی مواد قطعه کار تعیین شود. در صورت لزوم می توان از پانچ پلکانی برای افزایش استحکام استفاده کرد.
2. پانچ باید تا حد امکان در جهت متقارن قرار گیرد تا از انحراف زیاد بین جهت مرکزی نیروی پانچ و مرکز دسته قالب جلوگیری شود. گشتاور باید تقریباً متعادل باشد و به راحتی شکسته نشود.  3. هنگامی که چندین سوراخ روی صفحه فولادی پوشش داده می شود ، مقاومت خمیری که در داخل مواد بین سوراخ ها ایجاد می شود ، پانچ را مجبور می کند تا در جهت کلی شکل قطعه کار خم شود ، که اصطکاک بین پانچ و مواد را افزایش می دهد. در نتیجه باعث افزایش شدید نیروی تخلیه می شود. هنگام سوراخ کردن سوراخ های کوچک ، پانچ باید یک دستگاه راهنما را برای بهبود استحکام و افزایش عمر پانچ انتخاب کند.
3. هنگامی که چندین سوراخ روی صفحه فولادی پوشش داده می شود ، مقاومت خمیری که در داخل مواد بین سوراخ ها ایجاد می شود ، پانچ را مجبور می کند تا در جهت کلی شکل قطعه کار خم شود ، که اصطکاک بین پانچ و مواد را افزایش می دهد. در نتیجه باعث افزایش شدید نیروی تخلیه می شود. هنگام سوراخ کردن سوراخ های کوچک ، پانچ باید یک دستگاه راهنما را برای بهبود استحکام و افزایش عمر پانچ انتخاب کند.
4. در حین کار پانچ علاوه بر تنش فشاری ناشی از نیروی پانچ ، نیاز به پذیرش تنش کششی ناشی از تخلیه نیز دارد و پدیده تمرکز تنش زیادی در لبه پانچ به خصوص وجود دارد. برای پانچ مواد خام سوراخ کوچک و مواد سخت تر. پدیده آسیب خستگی زمانی رخ می دهد که پانچ تحت بار چرخه ای قرار می گیرد که برجسته تر است. بنابراین ، کارخانه مهر زنی مجاور باید در انتخاب مواد پانچ و تعیین مشخصات عملیات حرارتی دقت ویژه ای داشته باشد و باید الزامات معقول سختی و دوام را در نظر بگیرد.
5. سعی کنید از شکستگی پانچ به دلیل شکاف های قالب کوچک و ناهموار ، دقت ضعیف تجهیزات مهر زنی ، نصب ضعیف قالب و غیره جلوگیری کنید. هنگام سوراخ کردن سوراخ های کوچک نزدیک به شکل قطعه کار ، اغلب باعث تغییر شکل خلاصه شکل می شود. تغییر شکل یک طرفه خلاصه شکل می تواند باعث پیچش انتهای پانچ و شکستن پانچ شود.
بنابراین جهت سوراخ کوچک باید از خلاصه شکل دور باشد و جهت سوراخ کلی باید کمی دورتر از خلاصه شکل باشد تا از تغییر شکل خلاصه شکل جلوگیری شود.
این مقاله از EMAR Mold Co., Ltd. برای اطلاعات بیشتر مرتبط با EMAR ، لطفاً کلیک کنید: www.sjt-ic.com !