English
English Spanish
Spanish Arabic
Arabic Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German French
French Filipino
Filipino Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Malay
Malay Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

Leikkaustyökalujen ja -työkalujen valinta on yksi CNC-koneistustekniikan tärkeimmistä sisällöstä, joka vaikuttaa paitsi työstökoneen koneistustehokkuuteen myös suoraan koneistuksen laatuun. Perinteisiin koneistusmenetelmiin verrattuna CNC-koneistuksella on korkeammat vaatimukset leikkaustyökaluille ja työkaluille. Se ei vaadi vain suurta tarkkuutta, hyvää jäykkyyttä ja kestävyyttä, vaan se vaatii myös vakaan koon ja kätevän asennuksen ja säätämisen.
CNC työstötyökalun materiaalit 1. nopea teräs
Nopea teräs, joka tunnetaan myös etuteräksestä tai valkoisesta teräksestä. Se on seosterästä, joka sisältää elementtejä, kuten volframia (W), molybdeenia (Mo), kromia (Cr), vanadiumia (V), kobolttia (Co) jne. Se on jaettu kahteen pääryhmään volframia ja molybdeenia ja on perinteinen työkalumateriaali. Sen huoneenlämpötilan kovuus on 62-65HRC, ja sen lämpökovuus voidaan nostaa 500-600 ℃. Sammutuksen jälkeen muodonmuutos on pieni, helppo teroittaa, ja se voidaan taota ja leikata. Sitä voidaan käyttää poranterien ja jyrsimien valmistukseen, mutta myös monimutkaisten leikkaustyökalujen, kuten hammaspyörien ja jyrsimien muovaukseen. Matalan sallitun leikkuunopeutensa (50 m / min) vuoksi sitä käytetään pääasiassa CNC-koneiden matalanopeuksiseen koneistukseen. Tavallista nopeaa terästä edustaa W18Cr4V.

2. Kova seos
Kova seos on jauhemetallurgian tuote, joka on valmistettu karbideista (WC, TiC, TaC, NbC jne.), joilla on korkea kovuus ja sulamispiste, käyttäen Co, Mo, Ni sideaineina. Sen huoneenlämpötilan kovuus voi saavuttaa 74-82HRC ja kestää korkeita lämpötiloja 800 ℃ - 1000 ℃. Alhaisten tuotantokustannustensa ansiosta sillä voi olla erinomainen leikkausteho keskinopeudella (150 m / min) ja suurella syöttöleikkauksella, mikä tekee siitä yleisimmän työkalumateriaalin CNC-koneistuksessa. Mutta sen iskusitkeys ja taivutuslujuus ovat paljon pienemmät kuin nopean teräksen, joten sitä harvoin valmistetaan integroiduiksi leikkaustyökaluiksi. Käytännön käytössä kovametalliset leikkauslohkot kiinnitetään yleensä leikkausrunkoon hitsaamalla tai mekaanisella kiristyksellä. Yleisesti käytettyjä kovia seoksia ovat volframi koboltti (YG) seokset (YG8, YG6, YG3), volframi titaani (YT) seokset (YT5, YT15, YT30) ja volframi titaani tantaali (niobium) (YW) (YW1, YW2) seokset.
3. Päällystetty kova seos
Pinnoitetut kovametalliset työkalut valmistetaan pinnoittamalla yksi tai useampi kerros kulutusta kestäviä TiN-, TiCN-, TiAlN- ja Al2O3-kerroksia kovametallityökaluille, joiden paksuus vaihtelee 2–18 µm. Pinnoituksilla on yleensä kaksi tehtävää: toisaalta niillä on paljon pienempi lämmönjohtavuuskerroin kuin työkalualustalla ja työkappaleen materiaalilla, mikä heikentää työkalualustan lämpövaikutusta; Toisaalta se voi tehokkaasti parantaa kitkaa ja tarttuvuutta leikkausprosessin aikana, mikä vähentää leikkauslämmön tuotantoa. TiN:llä on alhaiset kitkaominaisuudet, jotka voivat vähentää pinnoituskudoksen menetystä. TiCN voi vähentää takaleikkuupinnan kulumista. TiCN-pinnoitteen kovuus on korkeampi. Al2O3 pinnoitteella on erinomainen lämmöneristysvaikutus. Verrattuna koviin seosleikkutyökaluihin päällystetyt kovaseosleikkutyökalut ovat parantuneet huomattavasti lujuuden, kovuuden ja kulumiskestävyyden suhteen. 45–55 HRC:n kovuudeltaan kestävien työkappaleiden leikkaamiseen edullisesti pinnoitettujen kovien seosten avulla voidaan saavuttaa nopea leikkaus. Viime vuosina jotkut valmistajat ovat luottaneet pinnoitusmateriaalien ja mittasuhteiden parantamiseen, mikä on parantanut huomattavasti pinnoitettujen leikkaustyökalujen ominaisuuksia.
4. Keraamiset materiaalit
Keraaminen on yksi leikkaustyökalumateriaaleista, joka on kehittynyt nopeasti ja jota on käytetty yhä laajemmin viimeisten 20 vuoden aikana. Lähitulevaisuudessa keramiikka voi johtaa kolmanteen vallankumoukseen leikkauskoneistuksessa nopeiden terästen ja kovien seosten jälkeen.
Keraamisilla leikkaustyökaluilla on etuja, kuten korkea kovuus (91-95HRA), korkea lujuus (taivutuslujuus 750MPa ~ 1000MPa), hyvä kulutuskestävyys, hyvä kemiallinen vakaus, hyvä liimankestävyys, alhainen kitkakerroin ja alhaiset kustannukset. Lisäksi keraamisilla leikkaustyökaluilla on myös korkea korkean lämpötilan kovuus, joka saavuttaa 80HRA 1200 ℃. Normaalisti käytettävien keraamisten leikkaustyökalujen käyttöikä on erittäin pitkä, ja leikkausnopeutta voidaan nostaa 2-5 kertaa verrattuna kovametallisiin leikkaustyökaluihin. Ne soveltuvat erityisen hyvin kovien materiaalien käsittelyyn, tarkkuustyökaluihin ja nopeaan työstöön. Ne pystyvät käsittelemään erityyppisiä sammutettua terästä ja karkaistua valurautaa, joiden kovuus on jopa 60 HRC. Yleisesti käytetään alumiinioksidipohjaista keramiikkaa, piinitridipohjaista keramiikkaa ja metallikeramiikkaa. Alumiinipohjaiset keraamiset leikkuuvälineet ovat kovempia lämpökarkaisuja kuin kovat seokset. Nopeissa leikkuuolosuhteissa leikkuureuna ei yleensä kärsi muovista muodonmuutosta, mutta sen lujuus ja sitkeys ovat alhaisemmat. Korkean lämpökovuuden lisäksi piinitridipohjaisella keramiikalla on myös hyvä sitkeys. Piioksidipohjaiseen keramiikkaan verrattuna sen haitta on, että se on altis korkean lämpötilan diffuusiolle teräksen käsittelyn aikana, mikä lisää työkalujen kulumista. Piinitridipohjaisia keramiikkatyökaluja käytetään pääasiassa harmaan valuraudan jaksottaiseen sorvaukseen ja jyrsintään. Cermet-metalli on karbidipohjainen työkalumateriaali, joka muistuttaa kovia seoksia, mutta jolla on pienempi affiniteetti, hyvä kitka ja parempi kulutuskestävyys. Se kestää korkeampia leikkauslämpötiloja kuin perinteiset kovat seokset, mutta ei ole iskunkestävyyttä, sitkeyttä raskaassa koneistuksessa ja lujuutta pienillä nopeuksilla ja suurilla syöttönopeuksilla kovia seoksia. Viime vuosina mittavien tutkimusten, parannusten ja uusien valmistusprosessien käyttöönoton myötä keraamisten materiaalien taivutuslujuutta ja sitkeyttä on parannettu huomattavasti. Esimerkiksi Mitsubishi Metal Companyn Japanissa kehittämällä uudella metallikeraamisella NX2525-sarjalla ja Sandvik Companyn Ruotsissa kehittämällä pinnoitetulla metallikeraamisella teräsarjalla on huomattavasti suurempi taivutuslujuus ja kulumiskestävyys kuin tavallisella metallikeraamisella keraamisella terällä, mikä laajentaa huomattavasti keraamisten materiaalien sovellusaluetta.

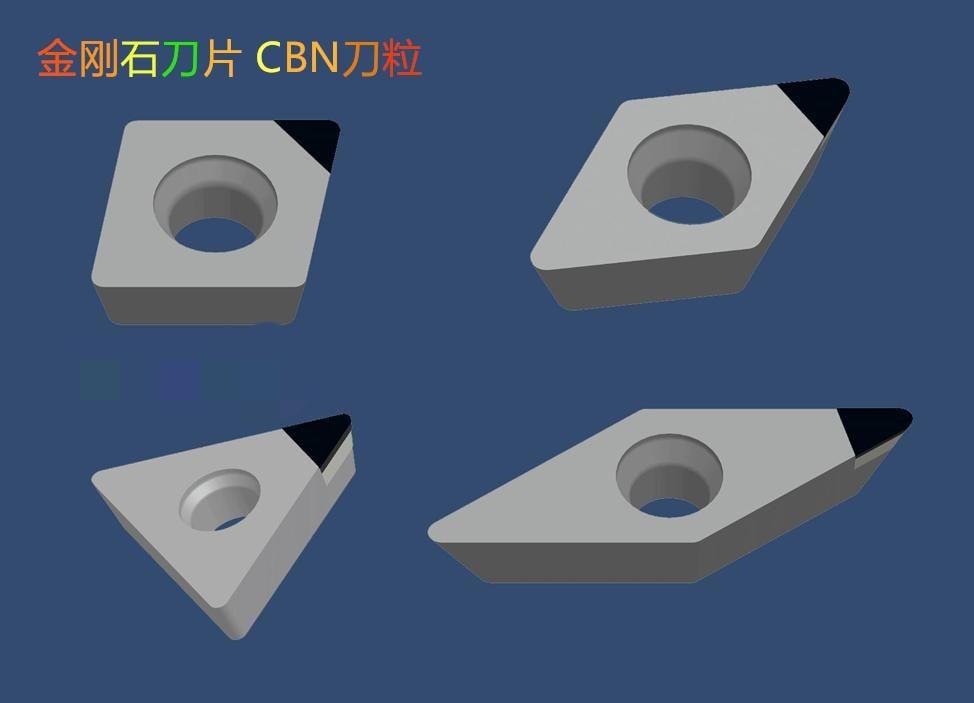
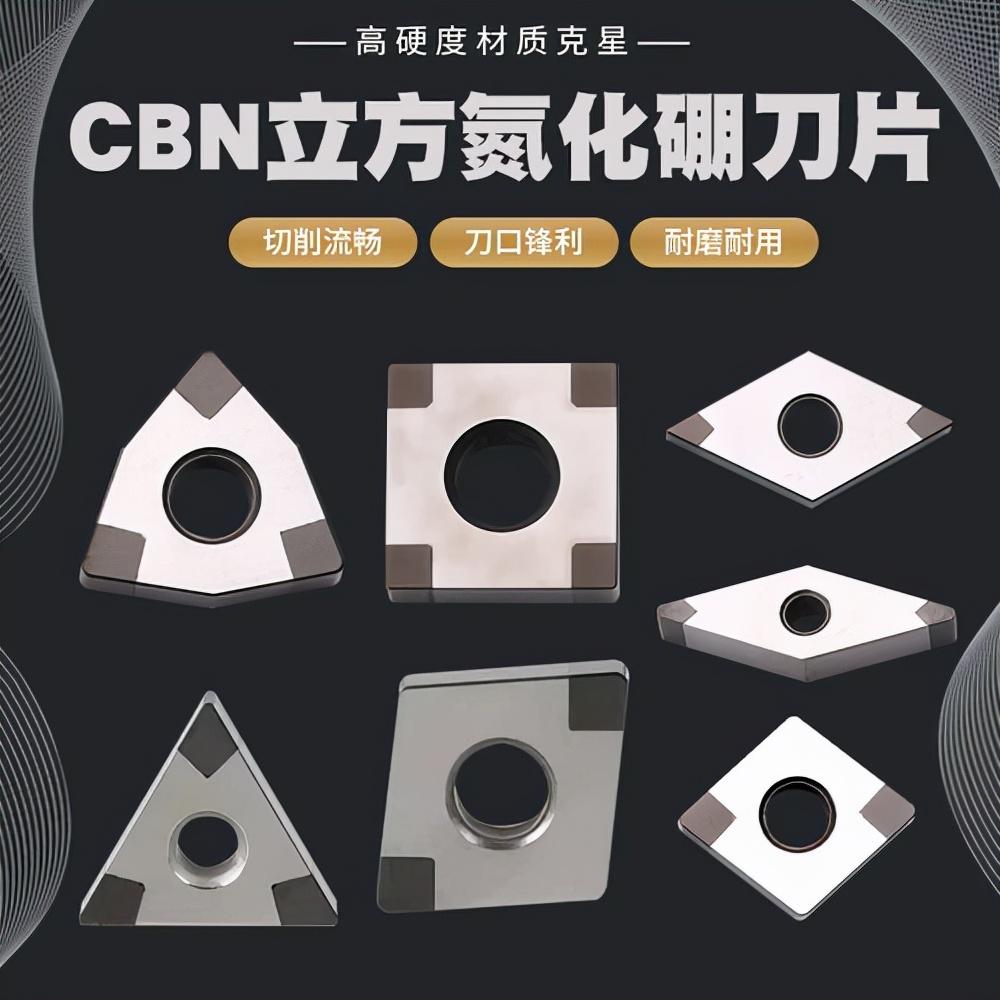
5. Kuutioboorinitridi (CBN)
CBN on keinotekoisesti syntetisoitu korkean kovuuden materiaali, jonka kovuus on jopa 7300-9000HV. Sen kovuus ja kulumiskestävyys ovat toiseksi vain timantti, ja sillä on erinomainen korkean lämpötilan kovuus. Verrattuna keraamisiin leikkaustyökaluihin, sen lämmönkestävyys ja kemiallinen vakaus ovat hieman huonompia, mutta sen iskusitkeys ja murskauskyky ovat parempia.
Sitä käytetään laajalti karkaistun teräksen (yli 50 HRC), helmiharmaan valuraudan, jäähdytetyn valuraudan ja korkean lämpötilan seosten leikkaamiseen. Verrattuna koviin seosleikkutyökaluihin sen leikkausnopeutta voidaan suurentaa suuruusluokkaa. PCBN (polykiteinen kuutio boorinitridi) -leikkaustyökaluilla, joilla on korkea CBN-pitoisuus, on korkea kovuus, hyvä kulutuskestävyys, korkea puristuslujuus ja hyvä iskusitkeys, mutta niiden haittoja ovat huono lämpöstabiilisuus ja alhainen kemiallinen inerttisyys, joten ne soveltuvat lämmönkestävien seosten, valuraudan ja rautapohjaisten sintrattujen metallien leikkaamiseen. Komposiittien PCBN-leikkaustyökalujen CBN-hiukkaspitoisuus on suhteellisen alhainen, ja sideaineena käytetään keramiikkaa, mikä vähentää kovuutta. Tämä kuitenkin kompensoi PCBN:n huonoa lämpöstabiilisuutta ja vähäistä kemiallista inerteettiä, jolloin se soveltuu karkaistun teräksen leikkaamiseen. Harmaan valuraudan ja sammutetun teräksen leikkausalalla keraamiset leikkaustyökalut ja CBN-leikkaustyökalut ovat käytettävissä samanaikaisesti valintaan. Karkaistun teräksen kuivaleikkauksessa Al2O3-keramiikan käyttökustannukset ovat alhaisemmat kuin PCBN-materiaalien kustannukset, koska keraamisilla leikkaustyökaluilla on hyvä lämpö- ja kemiallinen vakaus, mutta ne eivät ole yhtä kovia ja kovia kuin PCBN-leikkaustyökalut. Keraamiset leikkutyökalut ovat parempi valinta leikattaessa työkappaleita, joiden kovuus on alle 60 HRC ja joiden syöttönopeus on pieni. PCBN-leikkaustyökalut soveltuvat tilanteisiin, joissa työkappaleen kovuus on yli 60 HRC, erityisesti automatisoituun ja erittäin tarkkaan työstöön.
6. Polykiteinen timantti (PCD)
Koska PCD on kovin leikkaustyökalumateriaali, sen kovuus on jopa 10000HV ja paras kulutuskestävyys. Se voi käsitellä pehmeitä ei-rautametallimateriaaleja suurella nopeudella (1000 m / min) ja tarkkuudella. Kuitenkin se on herkkä iskuille, helppo rikkoa, ja sillä on vahva affiniteetti rautametallien rautaan, joka voi helposti laukaista kemiallisia reaktioita. Yleensä sitä voidaan käyttää vain käsittelemään ei-rautaosia, kuten ei-rautametalleja ja niiden seoksia, lasikuituja, suunnittelukeramiikkaa ja kovia seoksia, jotka ovat erittäin kovia materiaaleja.