

 English
English Spanish
Spanish Arabic
Arabic Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German French
French Filipino
Filipino Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Malay
Malay Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

Hei kaikki, koneistusteollisuudessamme on aina ollut päänsärky ongelma, joka on toiminnan virhetaso. Uskon, että jokainen ystävä koneistusteollisuudessa on syvä ymmärrys tästä asiasta.
Käytin jonkin aikaa CNC-toiminnan vakioprosessin järjestämiseen tänään. Jos seuraamme tätä prosessia, uskon, että se voi vähentää paljon tarpeettomia virheitä.
Alan uudet johtajat tai ystävät voivat kerätä sen, tulostaa sen ja ripustaa sen työstökoneeseen.

1. Valmistelu
Valmistele tarvittavat työkalut, laitteet jne. Ensimmäinen asia joka päivä on tarkistaa, ovatko työstökoneen eri parametrit normaaleja, kuten onko käynnistyksen yhteydessä epänormaalia melua, voivatko työstökoneen eri osat toimia normaalisti, ovatko voiteluöljy, karaöljy jne. normaalit ja sameuttamattomat, ja laatia tarkistuslista työstökoneelle. Jos käsittelyluovutus tapahtuu, on parasta luovuttaa se kirjallisesti eikä suullisesti, jotta vältetään keskinäinen vastoinkäyminen.
2. Power on
Jos kone ei ole ollut toiminnassa pitkään aikaan, käynnistä lämmitysohjelma 5–10 minuuttia käynnistyksen jälkeen. Nopeus ja syöttönopeus kasvavat vähitellen 20 prosentista 80 prosenttiin, kunnes koneen esilämmitys on valmis.
3. Program sheet
Ennen käsittelyä on luettava huolellisesti ohjelmaarkki ja piirustukset, vahvistettava, että käsittelytyön numero on sama ja koko sama, ja sijoita työkappaleen suunta ohjelmaarkin mukaan.
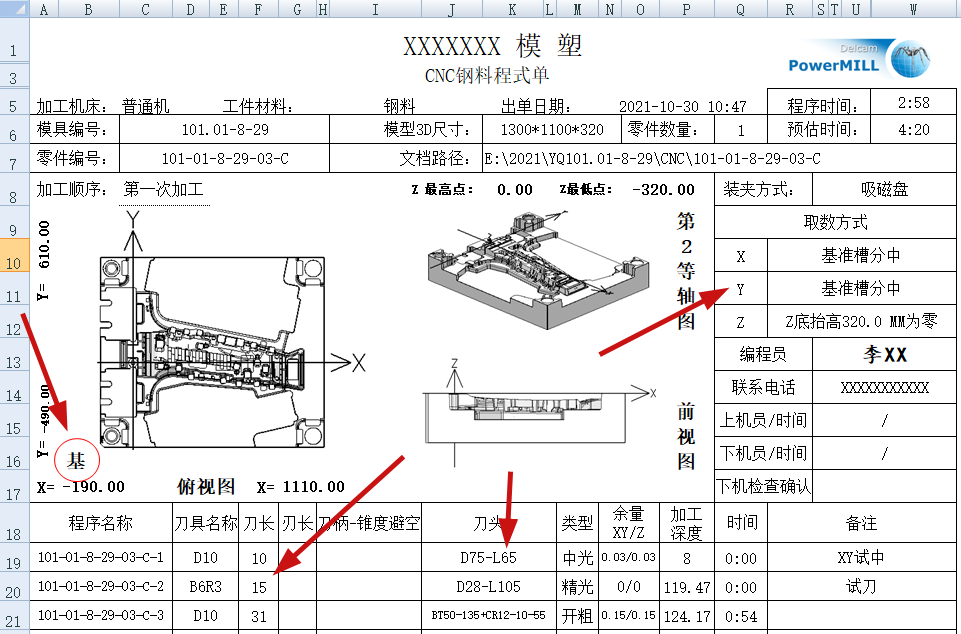 Processing Program Sheet
Processing Program Sheet
4. Ennen koneeseen nousemista
Ennen kuin työkappale asetetaan koneeseen, työpöytä on puhdistettava perusteellisesti. Jos työkappaleessa on jyrsimiä, se on puhdistettava viilalla ja pyyhittävä pölystä, öljytahroista, vesitahroista jne.
5. Pöytätulostus
Pöytää tehtäessä on tärkeää huomata, että jos se on sileä materiaali, materiaalin yhdensuuntaisuus, kohtisuoraisuus ja tasaisuus on tarkistettava ja työkappaleen kulmaviivain on vahvistettava ennen taulukon kalibrointia.
6. Score in the middle
Jakelun aikana ohjelmataulukon viitekulma tulee näkyä selvästi. Jakelun valmistuttua se tulee tarkistaa uudelleen ja tarvittaessa tiiminjohtajan tai kollegoiden tulee tarkistaa toisensa.
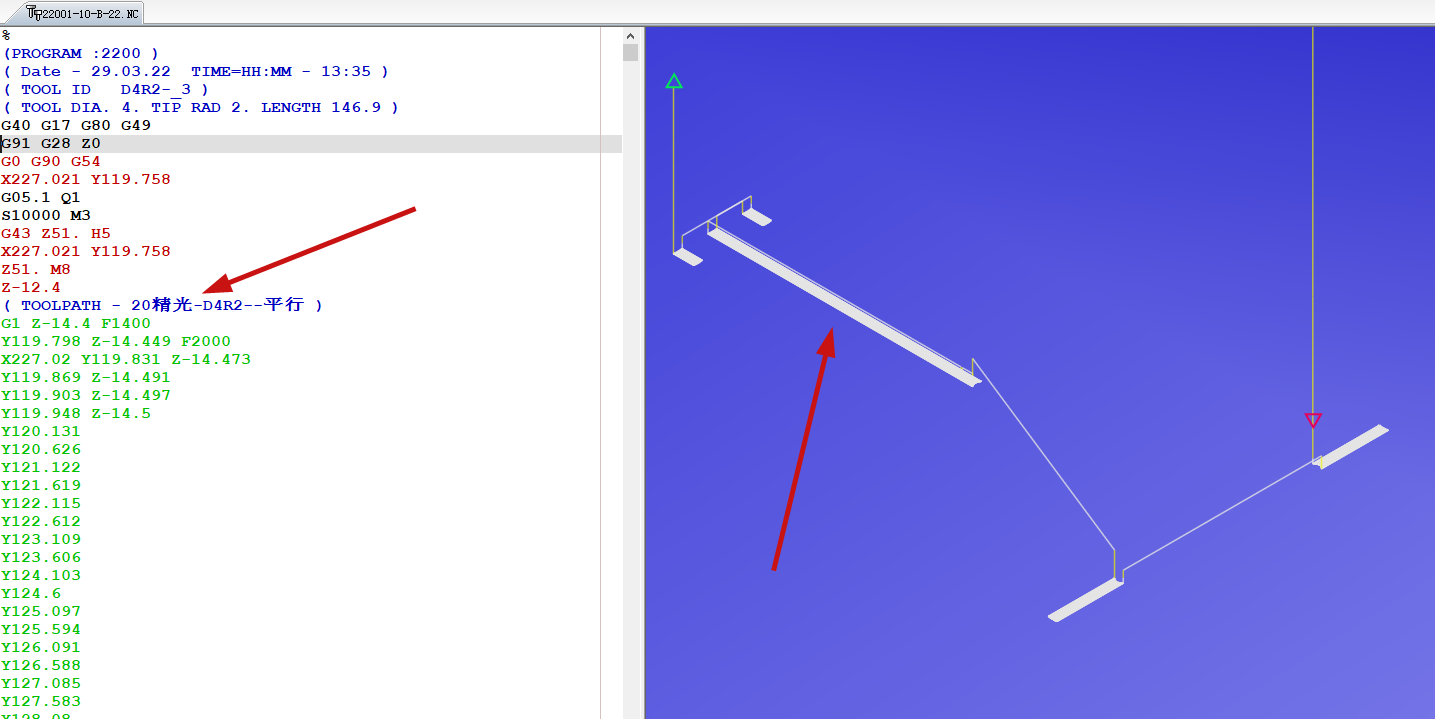
7. Simulation
Ennen kunkin ohjelman käynnistämistä on tarkistettava työkalupolun simulointi sen varmistamiseksi, ettei ohjelmalla ole ongelmia käsittelyn aikana. Käsittelyn alussa syöttönopeus on asetettava pohjaksi tai suoritettava yhdessä osassa. Kun työkalu tulee normaalisti, nopeutta on lisättävä ja ensimmäinen leikkaus on tehtävä sen varmistamiseksi, että syvyys ja leikkausasento ovat oikein. Jos ongelmia ilmenee, käsittely on lopetettava välittömästi.
8. Käsittelyprosessi
Työstöprosessin aikana on tarpeen seurata tarkasti työkaluhiukkasten tai leikkaustyökalujen kulumista, hioa työkalut ajoissa ja korvata työkaluhiukkaset työkalun rikkoutumisen tai työkalupidikkeen vaurioitumisen välttämiseksi. Kun käsittely on käynnissä normaalisti, valmistaudu seuraavaan ohjelmaan tai työkappaleen ja järjestä käsittelyaika kohtuullisesti.
9. Itsetarkastuksen loppuun saattaminen
① Kun työkappale on käsitelty, ensimmäinen vaihe on itsetarkastus, ja vasta tarkastuksen jälkeen se voidaan poistaa koneesta. Aseta sitten työkappale prosessoidulle alueelle.
② Jos käsittelyvirheitä havaitaan, ilmoitathan asiasta välittömästi paikan päällä olevalle henkilölle.
10. 6S-eritelmä
Käyttäjien tulisi sijoittaa työkalut ja työkappaleet asianmukaisiin asentoihin koko työprosessin ajan ja pitää alue puhtaana ja siistinä, jotta saavutetaan todella "organisaatio, korjaus, puhdistus, puhtaus, lukutaito ja turvallisuus".
11. Handover
Ennen kuin lähdet töistä, on tarpeen luovuttaa työ seuraavalle toimijalle ohjelmataulukon perusteella, selvittää, missä sitä ei ole tehty, mikä vaatii huomiota ja mikä on kiireellistä, ja pitää kirjaa.
Jos sinulla on parempia prosesseja tai virheitä ehkäiseviä toimenpiteitä, jätä viesti keskustellaksesi ja edistyäksesi yhdessä.






