English
English Spanish
Spanish Arabic
Arabic Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German French
French Filipino
Filipino Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Malay
Malay Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

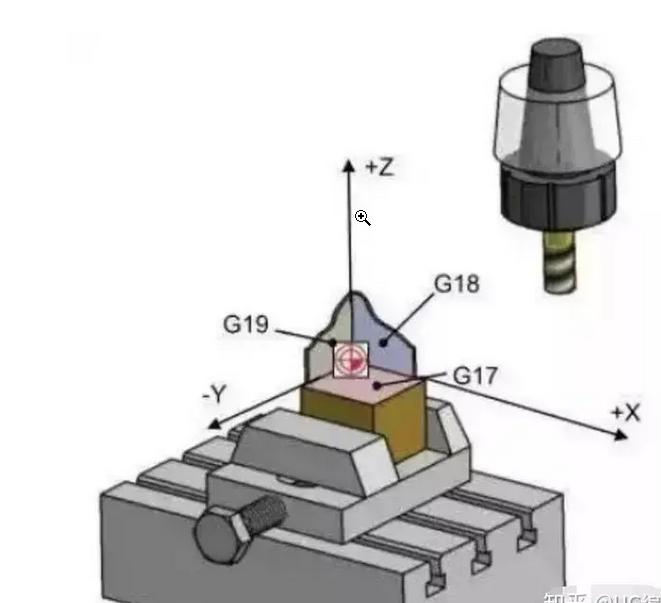
1,Johdanto ohjelmointimenetelmiin: CNC-työstökone on eräänlainen työstökone, joka luottaa digitaaliseen ohjausjärjestelmään mekaanisen liikkeen ja prosessiosien automaattiseen hallintaan. CNC-työstökoneissa annetaan ohjelma-ohjeet, joiden avulla kone voi suorittaa työstötyöt työkappaleella. CNC-työstökoneiden ohjelmointiin on monia menetelmiä, mutta yleisimmin käytetty on kolmiakselinen ohjelmointimenetelmä. Kolmiakselisella ohjauksella tarkoitetaan työkappaleen sijainnin ja muodon hallintaa ohjaamalla CNC-konepohjan kolmea suuntaa. Kolme akselia ovat X, Y ja Z vastaavasti. X-akseli edustaa työkappaleen alustan liikesuuntaa, Y-akseli edustaa vasenta ja oikeaa suuntaa ja Z-akseli edustaa ylös ja alas suuntia. 2,Ohjelmointivaiheen ohjeet: 1.Zerointi toiminta Ennen ohjelmointia on suoritettava nollaus toiminto, mikä tarkoittaa, että CNC-työstökoneen koordinaattiakseli palaa alkuperäiseen tilaansa. 2. CNC-työstökoneille on yleensä kaksi tapaa valita koordinaattijärjestelmä: absoluuttinen koordinaattijärjestelmä ja suhteellinen koordinaattijärjestelmä. Absoluuttinen koordinaattijärjestelmä laskee työstöasennon perustuen työstökoneen työpöydän kiinteään pisteeseen koordinaatin alkuperänä. Suhteellinen koordinaattijärjestelmä määrittää koordinaatin alkuperän koneistuksen lähtöpisteenä ja laskee työstöaseman tämän perusteella. Valittavana on kaksi interpolointimenetelmää: lineaarinen interpolointi ja pyöreä interpolointi, joita käytetään suorien viivojen työstöön ja käyrien työstöön. Niistä kaaren interpolointi sisältää kaksi suuntaa: myötäpäivään ja vastapäivään. 4. Kirjoita työkappaleen työstövaatimuksiin perustuva ohjelma. Ohjelmoinnin tulisi noudattaa nopean työstöperiaatetta, jota seuraa hidas, karkea, jota seuraa hieno ja pieni, jota seuraa suuri. 5. Syötä ja käynnistä ohjelma. Syötä kirjoitettu ohjelma CNC-työstökoneeseen ja käynnistä ohjelma. Huomaa, että ohjelma on esikäsiteltävä ja tarkistettava ennen aloittamista.
3,Ohjelmointi varotoimet: 1. Ohjelman syötteen tulisi kiinnittää huomiota syntaksin muodon ja ohjeiden oikeellisuuteen. Koordinaatteja ja työkalun pituutta kompensoitaessa ne on asetettava työstökoneen valmistajan antamien määräysten mukaisesti. Monimutkaisempaan käsittelyyn tarvitaan useita koeleikkauksia parametrien ja kompensaatioarvojen määrittämiseksi ennen kuin se voidaan laittaa muodolliseen tuotantoon. 4. Käsittelyn aikana tarkkailu olisi suoritettava käsittelyparametrien säätämiseksi ajoissa. 5. Ennen ohjelman aloittamista on toteutettava turvatoimenpiteitä ja tarkastuksia turvallisuuden varmistamiseksi käsittelyn aikana.
Lyhyesti sanottuna CNC-työstökoneiden ohjelmointi on tärkeä tekninen toiminta, joka edellyttää tiettyjen tietojen taitoa. Vain harjoittelu tekee täydellistä, ja jatkuva harjoittelu ja yhteenveto kokemuksesta voivat kirjoittaa laadukkaampia ohjelmia. Toivon, että yllä olevasta sisällöstä on hyötyä kaikille.