

 English
English Spanish
Spanish Arabic
Arabic Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German French
French Filipino
Filipino Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Malay
Malay Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

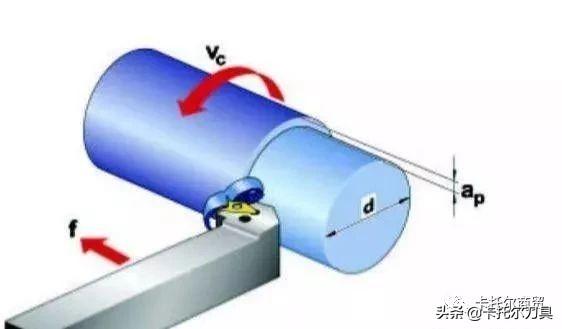
Sorvaus on työstömenetelmä, jossa työkappaleen pyörittämiseen käytetään erikoismuotoisia leikkausreunoja. Yleensä työkappale liikkuu pyörivällä liikkeellä, kun taas yhden terän työkalu liikkuu koneistuspinnalla. Poraukseen ja jyrsintään verrattuna sorvaus on nykyaikaisessa koneistuksessa yleisin työstömenetelmä. Nykyään sorvauksen ongelma rajoittuu yksinkertaisesti sirujen koostumukseen ja käsittelykustannuksiin. Sorvauslaskujen virtaussuuntaa ja lastunrikkoutumista voidaan ohjata, mikä ei tarkoita vain leikatun materiaalin poistamista koneistusalueelta, vaan myös lastujen on murtuttava hallitusti ja siirrettävä pois leikkausprosessin tuottama leikkauslämpö mahdollisimman paljon.
1,Sorvauslajikkeet
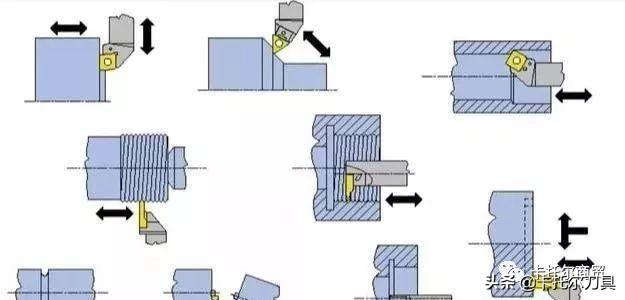
2,Reikien käsittely

3,Erilaiset reikien käsittely

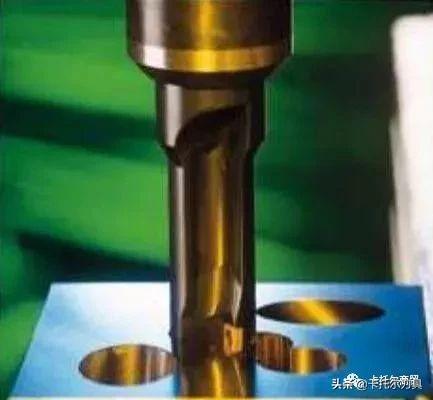
4,Jyrsintä
Jyrsintä on myös työstömenetelmä, jossa metallin lajiteltu leikkaus liikkeen läpi. Työkalu pyörii, kun työkappale syötetään suoraan työkalua kohti. Joissakin tapauksissa työkappale kiinnittyy kiinteään ja pyörivään työkaluun sivuttaista lineaarista syöttöä varten. Jyrsintyökaluissa on useita leikkausreunoja, jotka voivat jatkuvasti leikata tietyn määrän materiaalia. Materiaaliin leikataan kaksi tai useampia leikkausreunoja yhdessä siten, että työkalu leikkaa materiaalin tiettyyn syvyyteen työkappaleessa. Karhuntyöstöön merkitään lastujen määrä. Karhuntyöstössä valitaan suuri syöttö ja suurin leikkaussyvyys, jotta lastuja voidaan leikata lyhyessä ajassa mahdollisimman paljon. Karkea työstö ei edellytä työkappaleen korkeaa pintalaatua. Tarkkuuskoneistuksessa tärkeintä on työkappaleen pinnan laatu eikä lastujen määrä. Tarkkuuskoneistuksessa käytetään yleensä pieniä leikkaussyvyyksiä. Jos haluat oppia UG-ohjelmointia, voit hankkia oppimateriaaleja QQ-ryhmästä 45867470. Työkalun toissijaisella terällä on erityinen muoto. Käytetyn työstökoneen, leikkausmenetelmien, tietojen ja valitun vakiojyrsimen mukaan pinnan laatu voi saavuttaa Ra1,6 µm erinomaisissa olosuhteissa ja jopa ulottuvuudessa.

5,Jyrsimyksen lajike
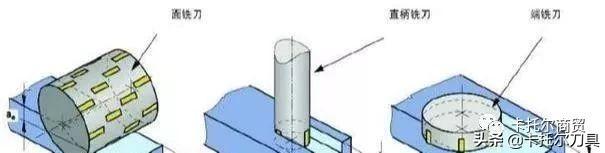

6,Face jyrsintä
Määritelmä: Käsittelytaso. Kasvojyrsimys on yleisimmin käytetty jyrsintätyyppi, jota käytetään työkalun pinnan suuntaisten tasojen jyrsintään. Jyrsintä on usein asennettu karaan. Päätyspintajyrsintä voi käyttää tietyn halkaisijan leikkutyökaluja työkappaleen työstön loppuun saattamiseksi yhdellä iskulla, ja se voi myös käyttää jyrsimiä, joiden halkaisija vaatii useita iskuja työkappaleen työstön loppuun saattamiseksi.
7,Päätejyrsimys
Määritelmä: Käsittele noin 90 askelpintaa. Tämäntyyppinen jyrsintä on jonkin verran samanlainen kuin pintajyrsintä, mutta kehäterän kulmalla on ratkaiseva rooli. Jos tietyllä työstettävän työkappaleen osalla on 90 hartia, voidaan käyttää vain tämäntyyppistä työkalua. Työkalun sivupinta (pääpoikkeamakulma) on yhdensuuntainen pyörimisakselin kanssa. Tätä jyrsintä käytetään usein askeljyrsintään, hartiajyrsintään tai päätyjyrsintään.

8,Profiilin jyrsintä
Määritelmä: Vapaamuotoisen pinnan käsittely (kaareva pinta)

9,Uran vaihto käännettävien inserttien sorvaukseen, poraukseen ja tarkkuuspurkaukseen
10,Korvaaminen uran muodon jyrsintä indeksoitavat insertit
Suzhou Cator, joka tunnetaan myös nimellä Suzhou Cator Trading Co., Ltd., perustettiin vuonna 2000. Se on kauppayritys, joka on erikoistunut tuomaan metallin leikkaustyökaluja ja työstökoneiden kiinnikkeitä.

Perustamisensa alussa se hankki peräkkäin ensimmäisen tason agentteja Kiinasta tuotteille Kyocera, TOSG, OSG, MITSUBISHI MATERIALS, YAMAWA ja SUMITOMO.
Lukiessasi tämän artikkelin, onko siinä järkeä? Vai onko sinulla muita mielipiteitä? Tervetuloa kommentoimaan alla ja nauttimaan omista mielipiteistä ja kommenteista! Voit myös lähettää sen sosiaaliselle piirillesi nähdäksesi, miten heidän näkemyksensä ovat?





