English
English Spanish
Spanish Arabic
Arabic Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German French
French Filipino
Filipino Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Malay
Malay Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

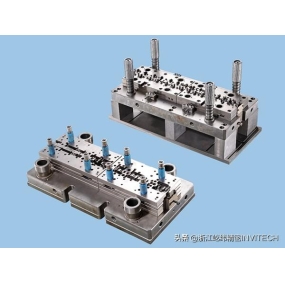
Laitoksen leimaallisen osan näkemyksistä on yleensä pääasiassa valvontaan seuraavan tartuttaan tai muun Prosessiin. Yleinen käyttö reuna käyttö reikä prosessi usein esitettä sarjan murhaa, Purkaussia, muodonmuutosta ja muita ongelmia, leimaalla käsittelylaitoksen tuli käsillä leimaalla käsittelyssä?
1. Laitteiston leimaamisen aukko halkeaa.
Tämä ilmiö esiintyy pääasiassa poikkileikkauksessa, keskittyneillä voimapisteillä, yksinkertaisilla jyrsimillä, ja siihen vaikuttaa myös levyn materiaali. Siksi on suositeltavaa käyttää materiaaleja, joilla on hyvä venytystoiminto ja ohut paksuus, ja lisätä aukkoa mahdollisimman paljon suunnittelun aikana, mikä voi auttaa lievittämään reikien kääntämisen ja halkeamisen ilmiötä. Kun suunnittelet kuperaa muotia, valitse pallomainen kaarevuus, lisää kosketusalue, vaihda esireiän ja läppäreiän suunta, muunna porausten mahdollinen sijainti ja vähennä halkeilua.
2. Lyhennä metallisten leimausosien reikää.
Epäsäännölliset reiät voivat vaikeuttaa niittämistä. Syitä analysoimalla huomaat, että koveran ja kuperan muottien välinen aukko on ongelman lähde, mikä aiheuttaa materiaalin palautumisen. Vakiokäytäntö on säätää muottiaukko hieman materiaalin paksuutta pienemmäksi, jotta pystysuora katselupiste varmistetaan leimauksen aikana.  3. Metallin leimausosien riitt ämätön kääntökorkeus.
3. Metallin leimausosien riitt ämätön kääntökorkeus.
Riikon korkeuden puute on hyvin yksinkertainen muodostaa varastaminen vähentäminen ilmiö, lyhentää ruuvin niittien syvyys, vaikuttaa linkin toiminto, tästä syystä pitkäaikainen yhteistyö tarkka laitteisto leimaamalla tehtaan havaitsevat ongelman, lisätä oikea-aikaisesti kääntäminen reikän korkeus, ehkä ohuentaa reikän seinän paksuus lisätä reikän korkeus.
4. Metallisten leimausten käyttö ei vastaa.
Jos reiän juuri on liian suuri, se vaikuttaa laitteita ja ruuvin yhteistä, mikä aiheutta koon tuotteiden valmistamisen, ei luodtavuustesti päässä. Syitä analyysissa nämä syyt ovat koveran muiden sisääntulon pyöristetyt kulmat ja materiaalit pakkauksessa. Mitä suuri paketti, niin suuret säde ja mitä suuret koveran muiden pyöristetyt kulmat, tässä suuri säde. Joten valinta paljastaa ja vähäistä pyöristetyt kulmat tuotteen materiaaliin voi ratkaista ongelman. Ehkä kun materiaalit on pakattu, Suunnittelu ja muotoilu olkapää voimassa rekrytoidaan muokata säde.
5. Metallistanssin rakenne ei vastaa.
Muottirakenteen loppuöljyjen ja materiaalien vaurioiden vuoksi materiaaliin on helppo rikkaa ja hypätä uriin, mikä aiheutta lähi- ja leikkausjätteen ilman. Negatiivinen vaikutus on se, että se on oikeutettu määräaikaisiin tuotteisiin pinnalle, mikä johtaa viallisiin tuotteisiin, mikä vaikeutta myynnin jälkeistä käsin ja kulttia työvoimaa ja resurseja.
Tämä artikkeli on yritykseltä EMAR Mold Co., Ltd. Saadaksesi lisää EMAR-aiheista tietoa klikkaa: www.sjt-ic.com,