

 English
English Spanish
Spanish Arabic
Arabic Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

Selon la forme de la pièce ou du produit, le poinçonnage du matériel implique une variété de processus différents, chacun différent. Ces processus sont utilisés pour réaliser des conceptions complexes et méticuleuses de pièces et de produits dans des industries telles que l'aérospatiale, les produits de consommation, l'automobile, l'aéronautique, l'électronique, l'alimentation et les boissons, entre autres. Il est souvent peu probable de fabriquer une pièce avec une méthode de poinçonnage du matériel, car chaque processus implique la création d'un design spécifique.

Beaucoup de techniques d'estampage impliquent des processus tels que l'extrusion, l'étirage, les barres de compression. Chaque technique implique un mélange de différents processus pour obtenir les composants requis. Toutes ces méthodes sont effectuées à température ambiante et impliquent généralement une chaleur minimale ou nulle. L'estampage de matériel est un processus de fabrication typique de formage à froid qui implique l'utilisation de plusieurs outils et équipements tels que des machines d'estampage (poinçonneuses), des moules, etc. pour former des formes et des apparences complexes.
Compte tenu de cela, nous discuterons de certains des processus de poinçonnage de matériel les plus populaires utilisés par les fabricants.
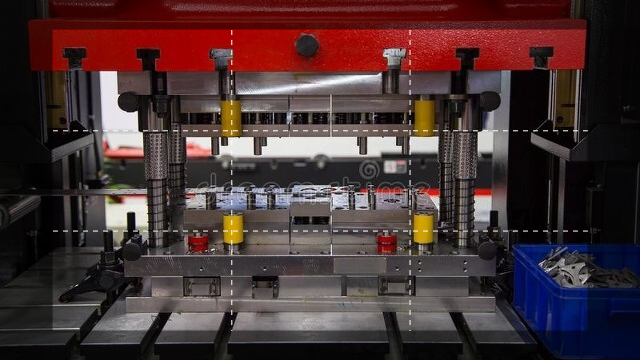
Méthode de poinçonnage la méthode de poinçonnage est un procédé de poinçonnage de matériel commun. Une plaque métallique est fixée à un endroit, ou plus précisément à un plan de travail. À l'aide de différents outils et machines, un trou est formé dans la tôle et une série de différentes zones creuses est formée sur la tôle. Le poinçonnage est un peu différent, car après le poinçonnage de la tôle, la partie percée est retirée et n'est plus utilisée.
Pour que la tôle ne se déforme pas, le poinçonnage doit être un processus continu. La zone autour du poinçon doit être conçue avec précision. Les machines utilisées dans ce processus d'estampage du matériel sont fabriquées en acier à haute teneur en carbone et doivent être soigneusement entretenues afin qu'il n'y ait pas de place pour la passivation ou la passivation, ce qui risque de déformer la forme de la tôle.
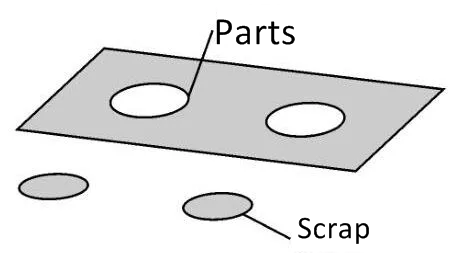
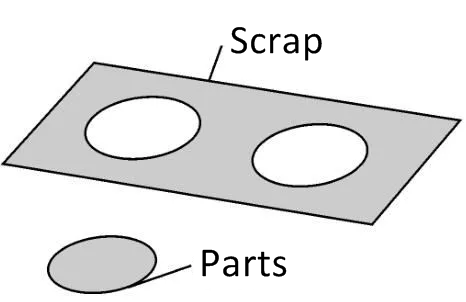
Il n'y a pas beaucoup de différence entre la méthode de chute et le poinçonnage - cependant, une grande différence est que les plaques percées ne sont pas jetées. La plaque poinçonnée est le composant final. Beaucoup d'entreprises d'estampage de matériel effectuent généralement des coupes avant de faire autre chose avec le projet. Une fois la chute terminée, le fabricant procède à d'autres étapes de poinçonnage du matériel, telles que l'extrusion et le pliage.
Les chutes de matériaux impliquent essentiellement la fabrication de tôles, généralement sur de petites ou moyennes tôles découpées à partir de pièces volumineuses. Il s'agit d'un processus particulièrement avantageux lorsqu'il s'agit de la fabrication de grandes quantités, car il est facile et conduit à la réalisation de coupes de haute qualité et basées sur la précision.
Cependant, dans certains cas, les plaques métalliques peuvent contenir des bords ou des bavures indésirables. C'est une question commune; Cependant, les bords pointus et les bavures sont finalement éliminés par plusieurs processus tels que l'ébavurage à chaud, l'ébavurage manuel et / ou des méthodes de vibration.
Méthode d'étirage lorsqu'il s'agit de poinçonnage de matériel, certains fabricants utilisent également ce qu'on appelle le processus d'étirage. Le procédé consiste essentiellement à fixer fermement les deux extrémités de la tôle (les deux extrémités opposées). L'étape suivante consiste à placer la plaque métallique sur un moule ayant la forme d'une section transversale. Grâce à un puissant processus d'estampage, le moule produit un poinçon qui pousse la plaque sur la machine. Cela facilite le développement de la forme de la section transversale de la machine qui déforme suffisamment la tôle pour se conformer aux exigences.
La méthode d'étirement peut également être divisée en deux autres processus appelés étirement profond et étirement peu profond. Ce sont des processus similaires qui permettent d'atteindre la profondeur requise sur une plaque métallique. Par example, lors d'un étirage peu profond, le rayon de la tôle principale correspondra toujours à la profondeur de l'étirage, ce qui signifie qu'elle sera égale.
D'autre part, l'étirement profond consiste essentiellement à effectuer une coupe en forme de coupelle sur une plaque métallique pour former un produit différent. Lors du tirage profond, le rayon total de la tôle est beaucoup plus faible par rapport à la profondeur à effectuer.

Méthode d'extrusion la méthode d'extrusion dans l'estampage de matériel est un processus typique utilisé par les fabricants pour fabriquer des produits et des composants en forme d'extrusion. La méthode d’extrusion implique une & quot; Moules fermés & quot; Techniques de fabrication. Dans ce cas, la tôle est utilisée dans son ensemble ou extrudée en pièces. Ce processus implique deux moules indépendants dont les positions se rapprochent progressivement aux deux extrémités de la tôle pour former une forme de pièce de monnaie.
L'un des plus grands avantages de la méthode d'extrusion est qu'elle est très efficace dans la fabrication de divers composants métalliques et produits avec des tolérances de quantité variables. C’est aussi une technique relativement directe qui permet de générer rapidement et de manière fiable des déformations (souvent permanentes) sur le produit. Il s'agit essentiellement de rendre le composant ou le produit très résistant à l'usure physique profonde et aux chocs intenses.
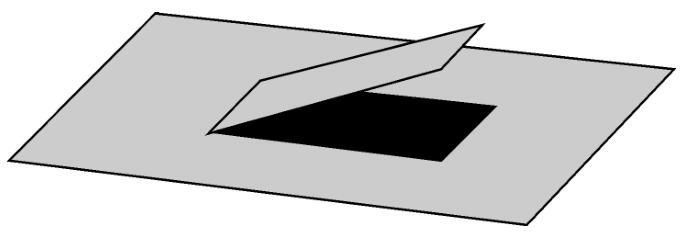
Méthode de découpe de la langue la technique de découpe de la langue est complètement différente des méthodes de chute et de poinçonnage. Que dire? Eh bien, la découpe de la langue implique un processus unique de poinçonnage du matériel qui ne nécessite pas l'élimination de toute pièce métallique de la plaque. Le processus de poinçonnage et de moule est réglé pour créer une couture profonde sur la surface du métal. L'objectif est d'éviter la production de déchets métalliques - par exemple, des bouchons métalliques qui doivent être éliminés ou retirés au cours de la phase de post - traitement.
L'une des principales raisons pour lesquelles les fabricants utilisent la méthode de découpe de langue est que le processus aide à créer une variété de conceptions et de formes uniques et personnalisées en utilisant différents types de métaux. Par exemple, il est souvent utilisé pour créer des composants et des pièces qui doivent être utilisés pour des applications telles que les ouvertures, les évents, les étiquettes, etc.
La méthode des barres de compression des tôles les barres de compression des tôles sont une autre technique unique utilisée pour concevoir des surfaces surélevées dans des zones spécifiques des tôles. Les barres de pression peuvent être créées de deux manières différentes - par des groupes de moules ou des machines. Les méthodes de renforcement sont principalement utilisées pour créer des pièces et des composants pour une variété d'applications différentes, en fonction de la complexité de la conception souhaitée et de sa forme. Par example, certains des meilleurs exemples d'utilisation de composants de lest comprennent des revêtements métalliques, des capots, des carters de moteur, des cadres de porte, des tôles d'acier de type Damier, etc.
La technologie des barres de compression peut être utilisée sur différentes surfaces métalliques, cependant, le type de métal le plus populaire dans ce processus est l'aluminium. Ceci est principalement dû au fait que ce métal est très facile à travailler. En outre, ce matériau est durable et léger, deux grandes caractéristiques qui contribuent à rendre le processus de renforcement encore plus efficace et efficient.

Facteurs importants à connaître lors de l'estampage du matériel
La technique de poinçonnage du matériel est très utile lorsqu'il s'agit de la fabrication de métaux. Maintenant, chaque processus est mentionné en fonction de la complexité de la technologie. Par exemple, un processus rapide et direct, comme la chute de charge, ou le poinçonnage, est souvent appelé le niveau initial de tout projet. Ces processus sont ensuite accompagnés d'autres processus qui forment le produit fini.
D'autre part, les procédures d'estampage complexes telles que l'étirage profond, la découpe de languettes, l'extrusion et / ou les barres de compression sont principalement utilisées pour créer des conceptions complexes qui ne nécessitent pas d'usinage tout au long de leur cycle de production.

Dans l'ensemble, le poinçonnage de matériel est un processus extrêmement important et tourné vers l'avenir, essentiel pour de nombreuses industries. Le processus est utilisé pour fabriquer des produits de consommation quotidienne, ainsi que des composants et des pièces plus volumineux utilisés pour fabriquer des véhicules et d'autres choses.







