

 English
English Spanish
Spanish Arabic
Arabic Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

Prenez d'abord l'usine Shenzhen Lida Seiko comme exemple, généralement notre processus de production principal a 16 étapes, comme le montre l'image ci - dessous.
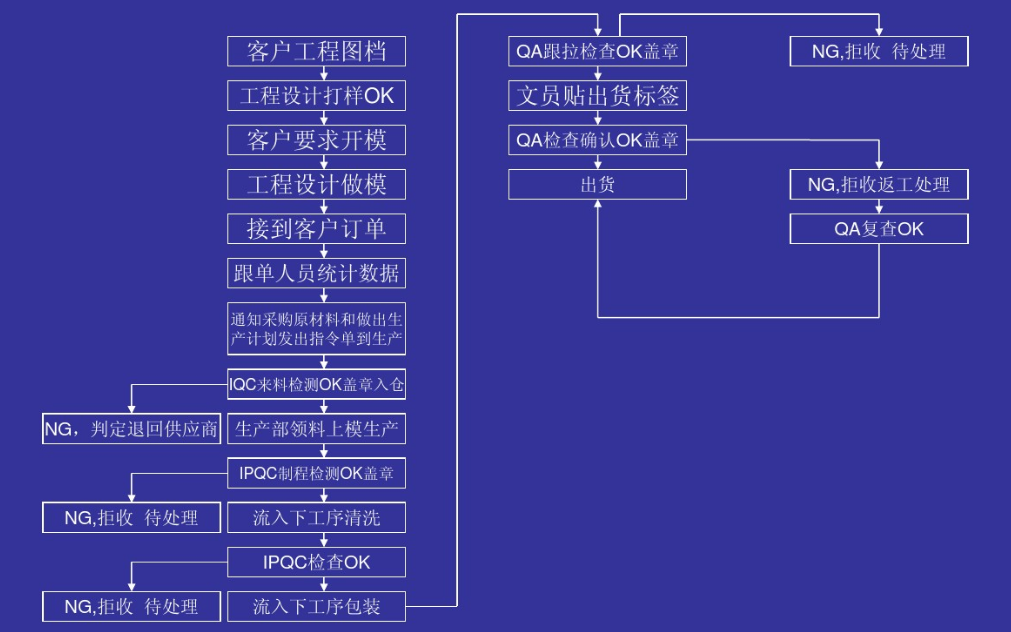
Nos principaux axes de travail sont:
I. planification de la production: le Département de la documentation confirme rapidement la situation des stocks de matières premières, de produits finis et autres dans l'usine après réception de la commande; Si les dessins techniques, la liste des matériaux sont en place; Si le matériel peut être en place en temps opportun, opportun et ponctuel; Organisez le plan de production et formulez les instructions de production pour envoyer un exemplaire unique au Département de production.

II. Inspection des matériaux entrants: pour assurer la qualité à la source, chaque échantillon de matière première de rouleau doit être d'environ 1 mètre pour effectuer l'inspection suivante. En vérifiant visuellement et en vérifiant l'échantillon pour vérifier si le matériau matériel est conforme, vérifiez si la surface du matériau est oxydée, sale, grunge, etc. mauvaise apparence. Avec un micromètre pour détecter l'épaisseur du matériau, les spécifications sont conformes aux normes; Chaque échantillon de rouleau détecte la résistance à haute température du matériau par soudage à reflux (après avoir fait le test à haute température, la surface a - t - elle une déformation, une aberration chromatique, une oxydation, etc.)

Iii. Production après réception de l'ordre de production par le Département de production: Selon l'ordre de commande pour l'alimentation; Transférez le matériau à l'intérieur du moule, par plusieurs plis de la pression de poinçonnage, de sorte que le matériau se déforme dans la direction de la conception prévue du moule, de sorte que la pièce est façonnée. La première commande doit être testée selon tous les éléments d'inspection du Guide d'inspection et laisser la première signature modèle pour confirmer que la production peut être démarrée. Dans le processus de production, le démarrage doit être effectué avec un manchon de doigt, souvent auto - test, si trouvé mauvais devrait immédiatement arrêter l'exigence d'amélioration.

Iv. Lavage de l'eau: au moins deux processus de nettoyage. Retirez le travail de la zone à nettoyer dans le récipient en maille chargé, puis mettez - le à l'intérieur des ultrasons pour nettoyer avec de l'hydrocarbure pendant 10 minutes, nettoyez la surface de la pièce avec de l'huile. Après le retrait, mettre dans le réservoir de lavage d'hydrocarbure secondaire et laver à nouveau pendant 5 minutes, en nettoyant les eaux usées résiduelles de la surface. Après l'avoir retiré à nouveau, placez la pièce dans la cuve de lavage pendant 3 à 5 minutes et Filtrez l'hydrogène à sec. Pendant le lavage, changez l'agent nettoyant une fois à intervalles réguliers de 3 heures pour garantir l'efficacité du lavage. Ensuite, placez la pièce étalée sur l'appareil de séchage à air pendant environ 10 minutes et laissez la pièce sécher à l'air complètement. Placez la pièce dans la boîte de transfert après.

V. emballage: l'opération d'emballage porte le manchon de doigt tout au long du processus et est remplacée à temps pour éviter le contact direct de la peau avec la pièce à usiner, empêcher l'impression de doigt, la saleté et l'apparition d'une mauvaise oxydation. Zone à emballer la pièce à usiner selon le Guide d'inspection pour vérifier l'article pour l'inspection par tirage au sort, après confirmation de l'estampillage sans erreur peut être mis en ligne pour l'emballage. Placez la pièce avec l'emballage sur la table d'emballage, placez la pièce à l'intérieur de la cuve de palette selon une direction cohérente, vous devez vérifier vous - même si la surface de la pièce a des défauts évidents avant de la placer. Après confirmation de l'infaillibilité, l'emballeur colle l'étiquette de la boîte intérieure et scelle la boîte en attente d'expédition.
Vi. Confirmation avant expédition: le commis appose l'étiquette d'expédition, par QA pour confirmer que le Code matériel de l'étiquette d'expédition est correct, correspond à la nature ou non, la quantité est correcte, etc., après confirmation de l'infaillibilité, l'étiquette d'expédition doit être tamponnée pour confirmer que l'expédition peut être expédiée s'il y a une anomalie, il doit être rejeté en temps opportun et le problème de rétroaction, faire des modifications et retravailler le traitement.
Emma Technology Co., Ltd. Est l'un des principaux fabricants professionnels de pièces métalliques de précision en Chine, créé en 2006, principalement engagé dans les pièces d'Usinage CNC, les pièces d'estampage en métal, le traitement de la tôle et d'autres entreprises.









