

 English
English Spanish
Spanish Arabic
Arabic Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

Emma Technology Co., Ltd. Est l'un des principaux fabricants professionnels de pièces métalliques de précision en Chine, créé en 2006, principalement engagé dans les pièces d'Usinage CNC, les pièces d'estampage en métal, le traitement de la tôle et d'autres entreprises.
L'estampage des métaux est une méthode de travail des métaux, il est construit sur la base de la déformation plastique des métaux, en utilisant des moules et des équipements d'estampage pour appliquer une pression sur les matériaux de tôle, de sorte que les matériaux de tôle produisent une déformation plastique ou une séparation, afin d'obtenir des pièces (pièces embouties) avec une certaine forme, taille et performance. Le processus de moulage par emboutissage occupe une place importante dans le processus de fabrication de carrosserie automobile.
L'estampage des métaux peut être utilisé pour traiter des formes métalliques peu profondes et concaves, les exigences de traitement du moule sont relativement élevées et ce processus ne convient qu'à la production en série. Ce processus a une grande précision dans l'usinage et aucun changement notable dans l'épaisseur du matériau. Le processus d'usinage est similaire à l'emboutissage profond lorsque le rapport entre la profondeur et le diamètre devient faible, et aucun de ces processus ne réduit sensiblement l'épaisseur du matériau.
La production à grande échelle de pièces nécessite l'utilisation intégrée de plusieurs procédés de formage et de découpe sur la base d'une entrée de niveau. Une série de moules est indispensable pour un usinage rapide. Lors de l'usinage d'une pièce, sur une pièce préalablement formée, une seconde opération est parfois nécessaire. Certaines pièces peuvent nécessiter 5 opérations ou plus, ce qui reflète le nombre de procédures. Ce processus permet de traiter la tôle en forme cylindrique, conique et hémisphérique. Le processus est souvent combiné avec le poinçonnage, le pressage, de sorte que l'ensemble de la conception a un très grand choix, par exemple lors de l'usinage des bords de bride, des moyeux asymétriques et des formes avec des perforations, les caractéristiques de ce processus sont remarquables.
Note technique 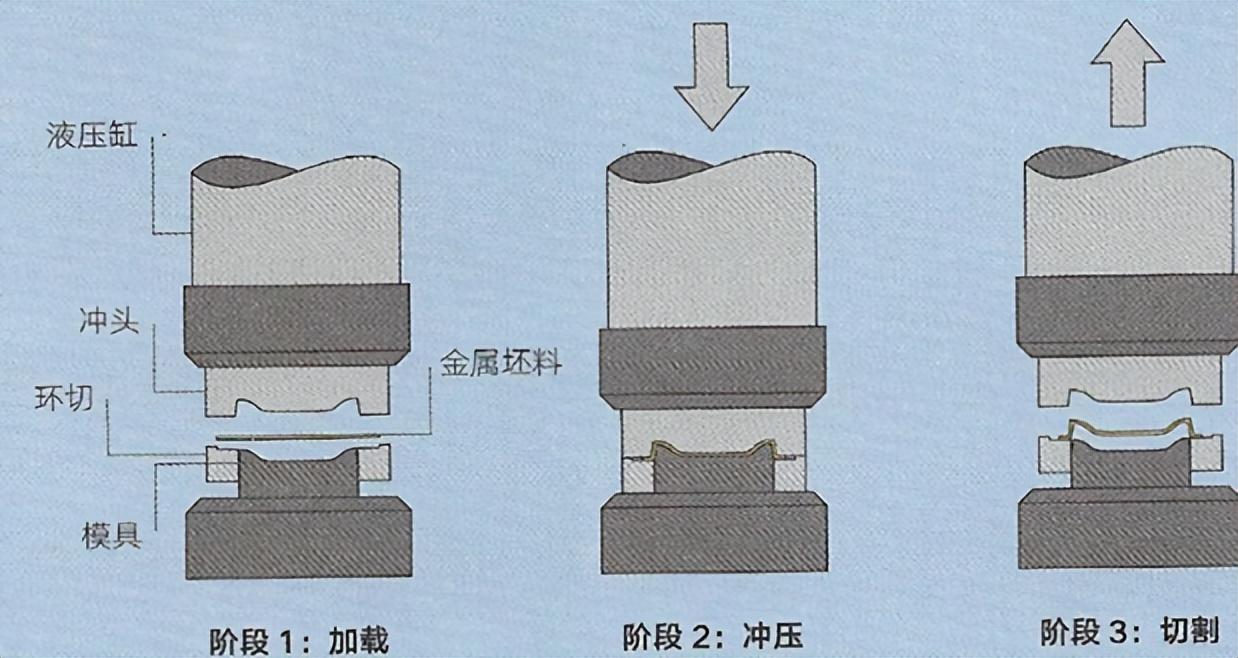
Le poinçonnage des métaux est un processus spécifique effectué sur une machine de poinçonnage: la transmission de puissance au poinçon par un vérin hydraulique ou un dispositif mécanique tel qu'une presse à cames. Généralement, le cylindre hydraulique est choisi car il a une pression uniforme tout au long du cycle d'estampage, cependant, l'utilisation de dispositifs mécaniques a également une place dans l'industrie du travail des métaux.
Le poinçon et le moule sont spéciaux, généralement une seule opération de moulage ou de poinçonnage est effectuée. En fonctionnement, les ébauches métalliques sont généralement chargées sur la table. Le poinçon est ensuite serré pour terminer le façonnage de la pièce en une seule course.
Une fois le moulage terminé, le décapant se déplace vers le haut et éjecte la pièce, ce qui enlève la pièce à ce moment - là. Parfois, le moulage des pièces est un processus continu qui passe par un processus d'estampage à la fin du traitement. C'est ce qu'on appelle généralement le processus de moulage par moulage continu.
Dans ces conditions de procédé d'usinage, les pièces métalliques usinées sont transférées sur la table de travail usinée à l'étape suivante. Ce processus peut être effectué manuellement ou par rail de transfert. La plupart des systèmes sont automatisés et maintiennent une vitesse d'usinage élevée. L'opération suivante peut effectuer un usinage sous pression, un poinçonnage, un sertissage ou un autre usinage secondaire.
Applications typiques les applications d'usinage par emboutissage sont très étendues. La grande majorité des processus de travail des métaux à grande échelle dans l'industrie automobile sont l'estampage ou l'extrusion, y compris les carrosseries, les garnitures de portes et les garnitures.
Le traitement du corps de caméra métallique, des téléphones portables, des boîtiers de téléviseur, des appareils ménagers et des lecteurs MP3 utilise ce processus. Le matériel de cuisine et de bureau, les outils et les couteaux utilisent également ce procédé. La forme externe et la structure interne des pièces peuvent être traitées par ce procédé.
Les pièces de production en petites quantités sont produites par le travail de la tôle, la rotation du métal ou le formage par pliage. Ces processus peuvent produire des formes similaires à l'estampage des métaux, mais les compétences de la main - d'œuvre sont plus exigeantes.
Bien que le poinçonnage soit similaire au processus de poinçonnage profond, il existe des différences relativement évidentes. Lorsque la profondeur de la pièce est supérieure à 1 / 2 du diamètre, vous devez allonger la pièce et réduire l'épaisseur de la paroi. Cela nécessite un fonctionnement lent et progressif pour éviter un étirement excessif et une déchirure du matériau.
Le surmoulage permet de produire des pièces plus grandes et plus profondes en utilisant des opérations simples. Cependant, ce traitement est défini dans l'aluminium, le magnésium et le titane, car cela nécessite que le matériau soit superplastique.
Le profilé métallique après façonnage de la qualité d'usinage combine la ductilité et la résistance du matériau métallique de la pièce, améliorant la rigidité et la luminosité.
Si les exigences d'effet de surface ne sont pas particulièrement strictes, les pièces doivent simplement traiter les bavures un peu après la déformation. Le sablage est utilisé pour réduire la rugosité de surface. Les pièces peuvent également être traitées par pulvérisation de poudre, peinture ou galvanoplastie.
Opportunités de conception ce sont les moyens de fabriquer rapidement et précisément des formes concaves peu profondes avec des plaques. Les formes rondes, carrées et polygonales peuvent utiliser ce procédé.
Les pièces à paroi mince peuvent être nervurées pour renforcer la résistance de la pièce, mais aussi pour réduire le poids et les coûts d'usinage. Choisir le moule approprié peut traiter des profils avec des courbes composites et des surfaces courbes complexes. Un processus similaire capable de le faire est le travail de la tôle, mais nécessite des travailleurs hautement qualifiés. Les moules souples peuvent être appliqués au travail de la tôle et à l'estampage des métaux. Une face d'un tel moule est réalisée en caoutchouc rigide permettant d'exercer une pression suffisante pour former une ébauche métallique sur le poinçon.
Considérations de conception l'usinage par emboutissage est effectué sur un axe vertical. L'angle concave est ainsi formé lors du deuxième poinçonnage. L'estampage secondaire comprend la déformation par pression, l'allongement de la coupe et le sertissage.
La première opération de poinçonnage ne permet de réduire que de 30% le diamètre du matériau défectueux. Un fonctionnement continu permet de réduire le diamètre de 20%. Cela signifie que l'usinage d'une partie de la pièce nécessite un certain nombre d'estampages successifs.
Dans le processus d'emboutissage profond, le processus est souvent limité en raison de la capacité de traitement de la machine, la taille du corps de la machine - outil détermine la taille de l'ébauche et la course détermine la longueur d'étirage. Le cycle d'usinage est alors déterminé par le temps et la complexité de la pièce.
L'épaisseur de l'acier inoxydable embouti est comprise entre 0,4 ~ 2 mm, le traitement le plus élevé possible de plaques de 6 mm d'épaisseur, mais sera affecté par la forme de moulage.
Beaucoup de tôles métalliques peuvent être traitées par ce processus, comme l'acier au carbone, l'acier inoxydable, l'aluminium, le magnésium, le mortier, le cuivre, le laiton et le zinc.
Coût de traitement parce que le moule métallique de haute résistance est nécessaire dans le traitement, le coût du moule est relativement élevé. Les moules en caoutchouc semi - rigides coûtent moins cher, mais nécessitent toujours des outils métalliques unilatéraux et ne conviennent qu'à la production en petites quantités.
Le cycle de traitement est très court, 1 ~ 100 pièces peuvent être traitées en 1 minute. Le remplacement et la configuration du moule prennent un certain temps.
Les coûts de main - d'œuvre sont relativement faibles en raison du niveau élevé d'automatisation. Le polissage de ponçage augmentera considérablement les coûts de main - d'œuvre.
Impact environnemental tous les déchets peuvent être recyclés. Il est possible d'utiliser le processus d'estampage des métaux pour produire des articles durables.








