

 English
English Spanish
Spanish Arabic
Arabic Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German French
French Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Malay
Malay Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

Introdución do proceso: O selo de metais é un método de procesamento de metais baseado na deformación plástica de metais. Empregue moldes e equipo de selo para aplicar presión ao metal da folla, causando deformación plástica ou separación do metal da folla, obténdose así partes (partes seloadas) con certa forma, tamaño e desempeño. A tecnoloxía de formación de marcas desempeña un papel importante no proceso de fabricación de corpos automobilísticos.
O selo de metais pode ser usado para procesar formas de metais concavos superficiais, e os requisitos de procesamento para moldes son relativamente altos, e este proceso só é axeitado para a produción en gran escala. Este proceso ten alta precisión no procesamento e non hai cambios significativos no espesor do material. Cando a relación entre profundidade e diámetro diminúe, o proceso de máquina é moi semellante ao debuxo profundo, e ningún destes procesos de máquina reduce significativamente a espessura do material.
A produción en masa de partes require o uso completo de procesos de formación e corte múltiples sobre a base de ferramentas progresivas. Unha serie de moldes son esenciales para un procesamento rápido. Durante o proceso de maquinaria de partes, ás veces é necesario realizar unha segunda operación nas partes anteriormente formadas. Algunhas partes poden requerir 5 ou máis operacións, o que reflicte a cantidade de procesos. Este proceso pode procesar follas de metal en formas cilindricas, cónicas e hemisféricas. A combinación frecuente de marcar e premer no proceso dá ao deseño enteiro un amplio rango de opcións, como cando se maquina bordes de flange, rodas asimétricas e formas con perforacións, as características distintas deste proceso son prominentes.
Descrición técnica 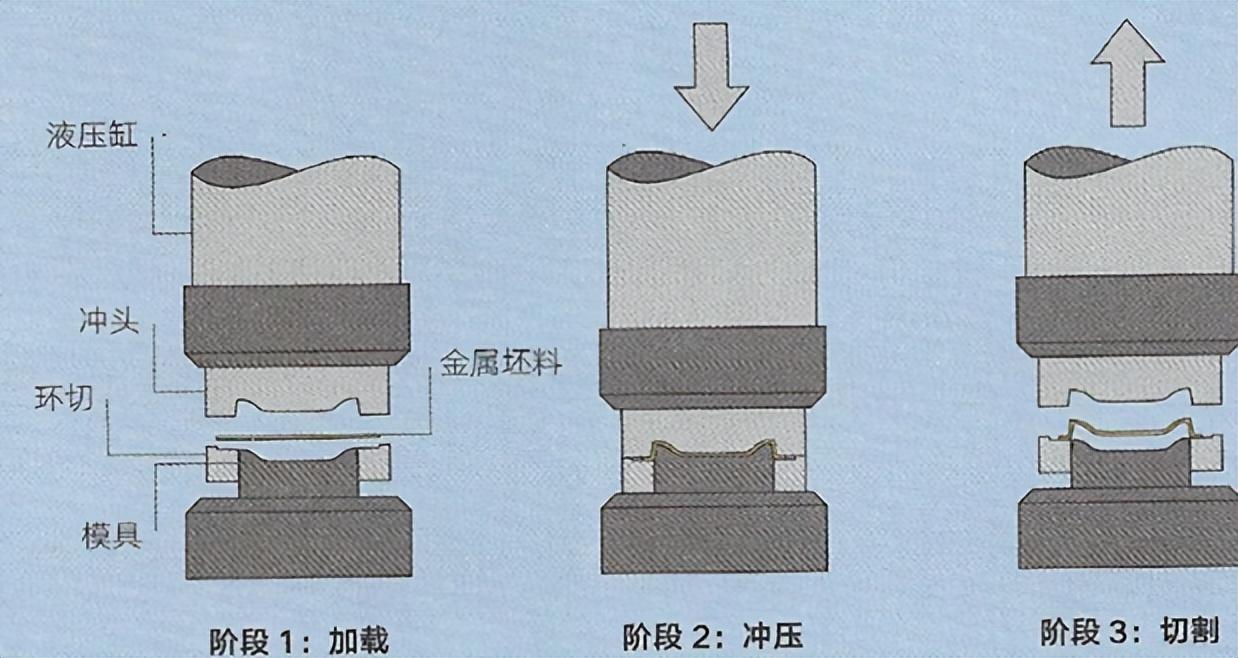
O selo de metal é un proceso específico realizado nunha máquina de puntuación, que transfere a potencia ao golpe através dun cilindro hidráulico ou un dispositivo mecánico (como premer unha cámara). En xeral, os cilindros hidráulicos son escollidos porque teñen presión uniforme durante todo o ciclo de sello, e aqueles que usan dispositivos mecánicos tamén teñen un lugar na industria de procesamento de metales.
Os puntos e moldes son especializados e xeralmente só realizan unha única operación de formación ou puntuación. En funcionamento, os billetes metálicos son normalmente cargados no banco de traballo. Despois apertar o puño e completar o proceso de formación da parte nunha traza.
Despois de rematar a moldura, a stripper sube e expulsa a parte, no que punto se elimina a parte. Ás veces a formación de partes é un proceso continuo, e despois do procesamento, tamén precisa pasar por un proceso de sello. Isto é comúnmente coñecido como proceso de procesamento e formación de molduras continuas.
Nestas condicións de procesamento, as partes metálicas procesadas son transferidas á próxima etapa do procesamento no banco de traballo. Este proceso pode ser executado manualmente ou mediante pistas de transferencia. A maioría dos sistemas son automatizados e mantén altas velocidades para procesar. O próximo paso pode implicar procesamento de presión, selo, curling ou outro procesamento secundario.
A aplicación típica do procesamento de sellos é moi extensa. A gran maioría dos procesos de procesamento de metales de gran escala na industria automobilística están marcando ou extrusionando, incluíndo corpos de coches, obxectos de portas e cortando.
Este proceso é usado para procesar corpos de cámaras metálicas, teléfonos móbiles, caixas de televisión, aparatos domésticos e reproductores MP3. Equipamento de cociña e oficina, ferramentas e coitelos tamén empregan este proceso. A forma externa e a estrutura interna das partes poden ser procesadas usando este proceso.
A pequena produción en lotes de partes que empregan procesos conexos obténdese mediante procesamento de metal de follas, xiro de metal ou formación de dobramento. Estes procesos poden producir formas semellantes ao selo de metal, pero requiren habilidades laborais relativamente altas.
Aínda que os procesos de selo e debuxo profundo son semellantes, aínda existen diferenzas significativas. Cando a profundidade da parte é maior que 1/2 do diámetro, a parte debe ser alonxada para reducir o espesor da parede. Isto require unha operación gradual e lenta para evitar un estiramento excesivo e derrame do material.
A formación superplástica pode empregar operacións simples para producir partes maiores e máis profundas. Porén, este procesamento está limitado a alumínio, magnésio e titánio, xa que require que o material teña superplasticidade.
Os perfís metálicos formados pola calidade de procesamento combinan a ductilidade e a forza dos materiais metálicos das partes, aumentando a rigidez e brillo.
Se os requisitos de efectos de superficie non son particularmente estritos, as partes só precisan ser levemente tratadas con burros despois da deformación. Emprégase a explotación de areia para reducir a rugosidade da superficie. As partes tamén poden ser procesadas mediante pulverización, pintura ou electroplating.
Estes son métodos para fabricar rápidamente e con precisión formas concavas superficiais usando follas de metal. Os círculos, cadrados e polígonos poden usar este proceso.
As partes finas con paredes poden aumentar a forza das partes engadindo costelas, e isto pode reducir o peso e os custos de procesamento. Escoller unha moldura axeitada pode procesar perfís con curvas compostas e superficies complexas. Un proceso semellante para completar este traballo é procesamento de metal de folla, pero require traballadores altamente qualificados. Pódense aplicar moldes suaves ao procesamento de metal de follas e ao selo de metal. Un lado desta moldura é feito de borracha ríxida, que pode aplicar presión suficiente para formar un billete de metal no puncho.
Consideracións de deseño: A marcación se realiza nun eixo vertical. Por iso, o ángulo concvo está formado no segundo selo. O selo secundario inclúe deformación de presión, extensión de corte e curling.
A primeira operación de sello só pode reducir o diámetro do material defectuoso un 30%. A operación continua pode reducir o diámetro un 20%. Isto significa que o procesamento de algunhas partes require un certo número de sellos continuos.
Na tecnoloxía de debuxo profundo, o proceso é con frecuencia limitado pola capacidade de procesamento da máquina. O tamaño da cama da máquina determina o tamaño da billeta e a traza determina a lonxitude de estiramento. O ciclo de procesamento é determinado pola traza e pola complexidade das partes.
A espessura do aceiro inoxidable sellado vaia de 0,4 a 2 mm, e é posíbel procesar até 6 mm de pratos de espessura, pero será afectada pola forma e a forma.
Moitas follas de metal, como aceiro de carbono, aceiro inoxidable, alumínio, magnesio, bol, cobre, bronze e zinco, poden ser procesadas mediante este proceso.
O custo de procesamento é relativamente alto debido á necesidade de moldes de metal de alta resistencia durante o procesamento. Os moldes semiríxidos de borracha teñen menores custos, pero aínda requiren ferramentas de metal unilaterais e só son adecuados para a produción de lotes pequenos.
O ciclo de procesamento é moi curto, e 1 a 100 partes poden ser procesadas dentro de 1 minuto. A substitución e configuración de moldes requiren unha certa cantidade de tempo.
O custo laboral é relativamente baixo debido ao alto grao de automatización. Polar e polir aumentarán significativamente os custos laborais.







