English
English Spanish
Spanish Arabic
Arabic Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German French
French Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Malay
Malay Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque


01
Procesando equipo
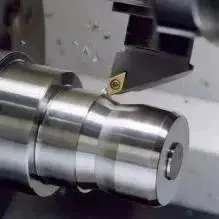
1. Pecha ordinaria:
Os lados son usados principalmente para maquinaria de barros, discos, mangas e outros pezas de traballo con superficies rotativas, e son o tipo de ferramenta máquina máis empregada na fabricación mecánica. (Pode obter unha precisión de 0, 01mm)
2. Máquina ordinaria de moldura:
Pode procesar superficies planas, groves, as í como diferentes superficies curvas, engrenaxes, etc., e tamén pode procesar perfís máis complexos. (Pode obter unha precisión de 0, 05mm)
3. Máquina de grella
Un mollador é unha ferramenta de máquinas que molla a superficie dunha peza de traballo. (Pode alcanzar unha precisión de 0, 005mm, partes pequenas poden alcanzar 0, 002mm)
4. Pechado CNC
Procesando principalmente produtos en granxa, partes de alta precisión, etc. (Pode obter unha precisión de 0, 01mm)
5. Máquina de moldura CNC
Procesando principalmente produtos en granxa, pezas de alta precisión, pezas complexas, pezas de traballo grandes, etc. (Pode obter unha precisión de 0, 01mm)
6. Cortar fíos
O electrodo usado para cabos lentos é cabo de madeira, e o cabo medio é cabo de molibdeno. O procesamento lento do fío ten alta precisión e boa suavidade da superficie. Procesa algúns buracos de precisión, buracos de precisión, etc. (O fío lento pode obter unha precisión de 0, 003mm, o fío medio pode obter unha precisión de 0, 02mm)
7. Máquina Spark
A máquina de descarga eléctrica pode procesar materiais e pezas de traballo complexas que son difíciles de cortar usando métodos de corte ordinarios, sen ser afectadas pola duración material ou condicións de tratamento térmico. (Pode obter unha precisión de 0, 005mm)
02
Coñecemento do proceso
1) Os buracos con precisión inferior a 0,05 mm non poden ser mollados e requiren máquinas CNC; Se é un buraco atravesado, tamén pode ser cortado por cabo.
2) Os buracos de precisión (através de buracos) despois de apagar requiren procesamento de corte de fíos; Os buracos cegos requiren máquinas brutas antes de apagar e máquinas de precisión despois de apagar. Non se poden crear buracos de precisión antes de apagar (deixando un permiso de apagado de 0,2 mm dun lado).
3) As granxas con ancho inferior a 2 mm requiren procesamento de corte de fíos e as granxas con profundidade de 3 a 4 mm tamén requiren procesamento de corte de fíos.
4) A indemnización mínima para a máquina bruta de partes apagadas é de 0,4 mm e a indemnización para a máquina bruta de partes non apagadas é de 0,2 mm.
5) A espessura do revestimento é xeralmente de 0, 005- 0, 008mm, e debe ser procesada de acordo coas dimensións de pré- revestimento.
03
Horas de traballo do proceso
Tempo do proceso=tempo de preparación+tempo básico
O tempo de preparación é o tempo que consumen os traballadores para familiarizarse con documentos de procesamento, recoller baleiros, instalar fixtures, axustar ferramentas de máquina, fixtures de desmantelamento, etc. Método de cálculo: Estimación baseada na experiencia.
O tempo básico é o tempo consumido para cortar o metal.
04
Método de cálculo do custo da cotación
O custo de procesamento=(custo de material+custo de procesamento) * 1. 2
O coeficiente de 1,2 inclúe as taxas de xestión
Costo do equipo=(custo de procesamento do material+custo de procesamento+custo de compra+custo de montaxe e depuración+custo de deseño) * 1. 2
O coeficiente de 1,2 inclúe as taxas de xestión
Costo material=peso (densidade * volume) * prezo unitario (yuan/kg)
Tarifa de procesamento=horas de proceso * prezo unitario (yuan/hora)
Prezo de adquisición xaponés (yuan)=prezo de adquisición (yen)/taxa de cambio
O custo dos contratos internos basearase na cotación do fornecedor
Tarifa de deseño=horas de traballo * prezo unitario (yuan/hora)
Información da cita:
1) Lathe: 60 yuan/hora
2) Máquina de moldura: 60 iuáns/hora
3) Máquina de recorte: 60 iuáns/hora
4) Fitter: 80 yuan/hora
5) Centro de máquinas: 60-120 iuáns/hora
6) Encerramento CNC: 60-120 iuáns/hora
7) Spark machine: 80-150 yuan/hour
8) Cortar lentamente o fío: 60 a 150 iuáns/hora; A partir de 80 iuáns para elementos pequenos, 0,06-0,08 iuáns/mm2 para elementos grandes por área
9) Descarga de buracos finos: aceiro de carbono, aceiro de tungsteno, 1 iuan/mm para materiais cun diámetro igual ou superior a 0,3, 2-3 iuan/mm para materiais cun diámetro igual ou inferior a 0,3; 0,3 e máis, 1,8-2 yuan/mm
10) Tarifa de xestión: Prezo de custo * 0, 2