English
English Spanish
Spanish Arabic
Arabic Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German French
French Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Malay
Malay Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

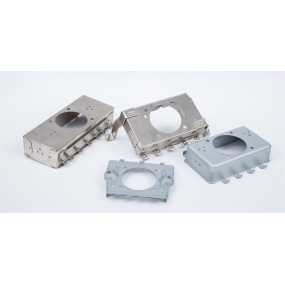
Casi todas as fábricas de sello saben que as follas de aceiro inoxidable son difíciles de debuxar profundamente e teñen problemas de calidade como a ruptura ou a quebra durante o debuxo profundo. Como poden as pezas de sello de acero inoxidable superar estes problemas durante o procesamento de debuxo profundo?
Os problemas anteriores son determinados pola función do aceiro inoxidable en si mesmo, influenciados principalmente polos cinco seguintes factores: primeiro, a función das materias primas; A segunda é a estrutura e a velocidade de sello da moldura; O terceiro é o material de moldura; O cuarto é marcar o axente de suavización; A quinta é a organización da estrada do proceso. Explicamos en detalle abaixo.
1. É necesario que a calidade das materias primas e das taboleiras cumpra o estándar nacional para as materias primas convencionais. É necesario anelar materiais duros antes de marcar para mellorar a funcionalidade de procesamento.
2. Para mellorar a dificultade de debuxo profundo, a estrutura de moldura e a velocidade de sello poden inclinar a superficie de presión do borde do contedor de billete, permitindo que o billete toque completamente a superficie do billete e o moldura baixo a acción do anel de presión do borde; Facer que o material dos cantos da moldura sexa sujeto a maior presión de bordo, aumentando así a dificultade de debuxar profundamente. É preciso usar materiais de moldura anti stick. Os materiais primarios dispoñíbeis actualmente son:
(1) Ligación dura: liga dura de aceiro de carbón de tungsteno, moldura non stick, vida de moldura alta. Zui ten boas propriedades antiadesivas, pero o material de moldura e o tratamento térmico son relativamente altos, facendo adecuado para a produción en gran escala.
(2) Ligacións baseadas en cobre: bronze de alumínio fundido e bronze de alumínio duro, non adheridos a moldes, cunha vida de servizo xeral. O tratamento térmico é simple e adecuado para a produción de pequeno e medio tamaño.
(3) 3054 liga de ferro fundido, non adhesivo a moldes, cunha vida de servizo xeral. Requírese o apagado da superficie, axeitado para a produción de lotes medianos a pequenos. Na produción práctica, as fábricas de marcación poden seleccionar materiais apropiados baseándose no seu propio equipo de tratamento calor, valor de saída, capacidade de corte, requisitos de marcación, etc.
4. Ao debuxar, é preciso suavizar o petróleo de xeito apropriado para reducir o coeficiente de fricción entre o material e a moldura, reducindo así a forza de debuxo. Comparado sen suavidade, a forza de arrastre pode ser reducida en aproximadamente 30%. Alén disso, pode mellorar o grao de deformación do material, reducir o coeficiente de debuxo final, diminuir o número de ciclos de debuxo e, máis importante, asegurar a calidade da superficie do obra sen formar rasgos de superficie.
Este artigo é de EMAR Mold Co., Ltd. Para máis información relacionada con EMAR, prema en www.sjt-ic.com,