English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

Izaber alata i alata smanjenja je jedan od važnih sadržaja tehnologije strojeva CNC-a, koji ne samo utječe na učinkovitost strojeva strojeva, nego i direktno utječe na kvalitet strojeva. U usporedbi s tradicionalnim metodama strojeva, strojevi CNC imaju veće zahtjeve za smanjenje alata i alata. Ne samo zahtijeva visoke preciznosti, dobru krhkost i održivost, nego također zahtijeva stabilnu veličinu i prikladnu instalaciju i prilagodbu.
Materijali za stroj CNC-a 1. visoka brzina čelika
Visoka brzina čelika, također poznata kao prednja čelika ili bijela čelika. To je pečena čelika koja sadrži elemente poput tungsten a (W), molibdena (Mo), hroma (Cr), vanadija (V), kobalta (Co), itd. Podijeljena je u dvije glavne serije tungstena i molibdena i tradicionalni materijal alata. Njegova temperatura sobe težina je 62-65HRC, a njena termalna težina se može povećati na 500-600 °C. Nakon završetka deformacija je mala, lako oštriti i može se izmišljati i presjeći. To se ne može koristiti samo za proizvodnju bušilica i rezača, već i za proizvodnju kompleksnih alata rezanja poput rezača opreme i formiranja rezača za miliranje. Međutim, zbog njene niske dozvoljene brzine smanjenja (50m/min), uglavnom se koristi za strojeve niske brzine na strojevima CNC-a. Obična visoka brzina čelika predstavlja W18Cr4V.

2. Teška priljeva
Tvrdi sakat je metalurni proizvod praha koji se proizvodi od karbida (WC, TiC, TaC, NbC, itd.) s visokom teškošću i topljivom točkom, koristeći Co, Mo, Ni kao vezače. Njegova temperatura sobe može doći do 74-82HRC i podnijeti visoke temperature od 800 °C do 1000 °C. Zbog svojih niskih troškova proizvodnje, može pokazati odličnu rezanje učinka srednje brzine (150m/min) i smanjenja visoke hrane, čineći ga najširom korištenijim materijalom alata u strojevima CNC-a. Ali njegova teška utjecaja i sklonjena snaga su mnogo manja od onih visokobrzog čelika, tako da se rijetko čini u integralne alate rezanja. U praktičnoj primjeni, tvrde blokove rezanja sakata obično su na tijelu rezanja čišćenjem ili mehaničkim klampiranjem. Često korišteni čvrsti slojevi uključuju alove od tungstena kobalta (YG) (YG8, YG6, YG3), alove od tungstena titanija (YT) (YT5, YT15, YT30) i alove od tungstena titanija (niobij) (YW) (YW1, YW2).
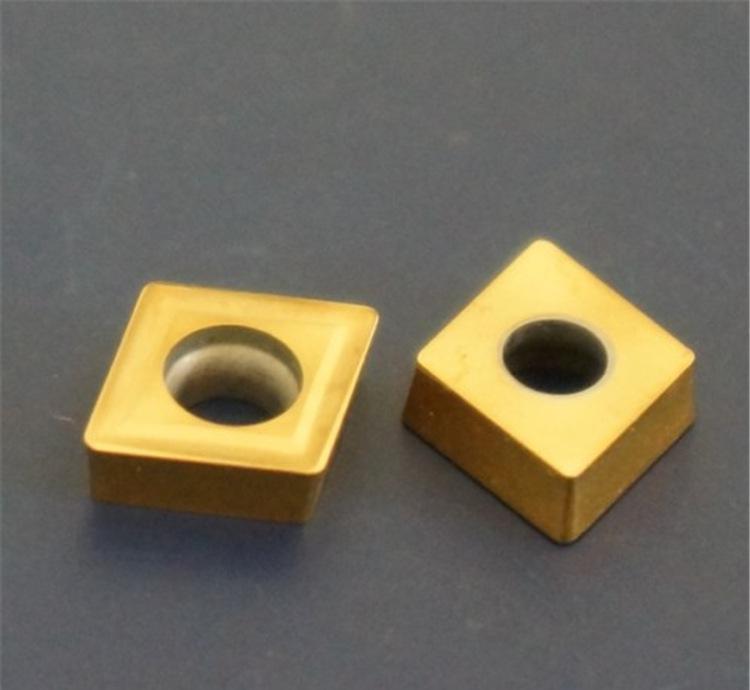
3. Opkoljeni teški položaj
Opkoljeni tvrdovi alati za laktovanje napravljeni su obukovanjem jedne ili više slojeva otpornih nositelja TiN, TiCN, TiAlN i Al2O3 na tvrdovim alatima za laktovanje s dobrom teškošću. Debljina oblačenja se raspada od 2 µm do 18 µm. Oblačenja obično imaju dvije funkcije: s jedne strane, imaju mnogo manju koeficijenciju termalne provođenja od substrata alata i materijala radnih djela, oslabljujući termalni učinak substrata alata; S druge strane, to može učinkovito poboljšati frikciju i adheziju tijekom procesa smanjenja smanjenja generacije smanjenja topline. TiN ima niske karakteristike frikcije, što može smanjiti gubitak tkiva obučenja. TiCN može smanjiti obuku površine zadnjeg rezanja. TiCN kaput ima veću težinu. Al2O3 obučenje ima odličan učinak termalne izolacije. U usporedbi s teškim alatima rezanja sakata, obučeni teški alati rezanja sakata veoma su poboljšali u smislu snage, teškoće i nositi otpor. Za smanjenje radnih dijelova sa teškošću 45-55HRC, nisko koštane teške rezanje može postići visokobrzo smanjenje. U posljednjih godina, neki proizvođači su se oslanjali na poboljšanje materijala i proporcija oblačenja, što je veoma poboljšalo vlasništvo obloženih alata za rezanje.
4. Keramički materijali
Keramik je jedan od materijala za smanjenje alata koja se brzo razvila i sve se širi koristila u proteklih 20 godina. U bliskoj budućnosti, keramike mogu dovesti do treće revolucije u smanjenju strojeva, nakon visoke brzine čelika i teških rasporeda.
Keramički alati za smanjenje imaju prednosti poput visoke teškoće (91-95HRA), visoke snage (sklonjenje snage 750MPa~1000MPa), dobre otpore nosi, dobre kemijske stabilnosti, dobre pristupne otpore, niske koeficijente frikcije i niske troškove. Ne samo to, keramički alati rezanja također imaju visoke teškoće temperature, postižu 80HRA na 1200 °C. Kada se obično koristi, keramički alati za rezanje imaju izuzetno dug životni period, a brzina rezanja se može povećati za 2-5 puta u usporedbi s alatima za rezanje teških slojeva. Posebno su prikladni za obradivanje materijala visoke teškoće, strojeva preciznosti i strojeva visoke brzine. Mogu obraditi različite vrste zaključenog čelika i oštećenog željeza s teškošću do 60HRC. Često se koristi uključuju keramiku baziranu na aluminiji, keramiku baziranu na silikonskom nitridu i metalnu keramiku. Aluminijski alati za rezanje keramije imaju veće teplje otežavanje nego teške položaje. Pod uvjetima za presjekanje visoke brzine, rub rezanja obično ne podnosi plastičnu deformaciju, ali snagu i teškost su niže. Pored visoke termalne težine, keramike na osnovu silikonskog nitrida također imaju dobru težinu. U usporedbi s keramikom na osnovu silikonskog oksida, njezin nedostatak je da se priključi širenju visoke temperature tijekom obrade čelika, što pojačava nosanje alata. Keramičke alate na osnovu silikonskog nitrida primjenjuju se uglavnom za prekidanje okretanja i milijanje zelenog željeza. Cermet metal je alatni materijal koji se temelji na karbidima, sličan na teškim sakavima, ali s nižim afinitetom, dobrom frikcijom i boljim otporom nosi otpor. Može podnijeti višu temperaturu smanjenja nego konvencionalne teške sakatne, ali nedostaje otpornost utjecaja, teškoća tijekom teških strojeva, snaga na niskoj brzini i visokim stopama hrane teških sakatnika. U posljednjih godina, kroz proširenje istraživanja, poboljšanje i usvajanje novih proizvodnjih procesa, veoma su se poboljšale snaga i teškost keramičkih materijala. Na primjer, nova keramička keramička NX2525 koja je razvila Mitsubishi Metal Company u Japanu i serija metalnih keramičkih oštrica CT-a i obložena serija metalnih keramičkih oštrica koje je razvila Sandvik Company u Švedskoj su značajno veća snaga savijanja i nosila otpornost od obične keramičke keramike metala, a veoma se širi raspon primjene keramičkih materijala.

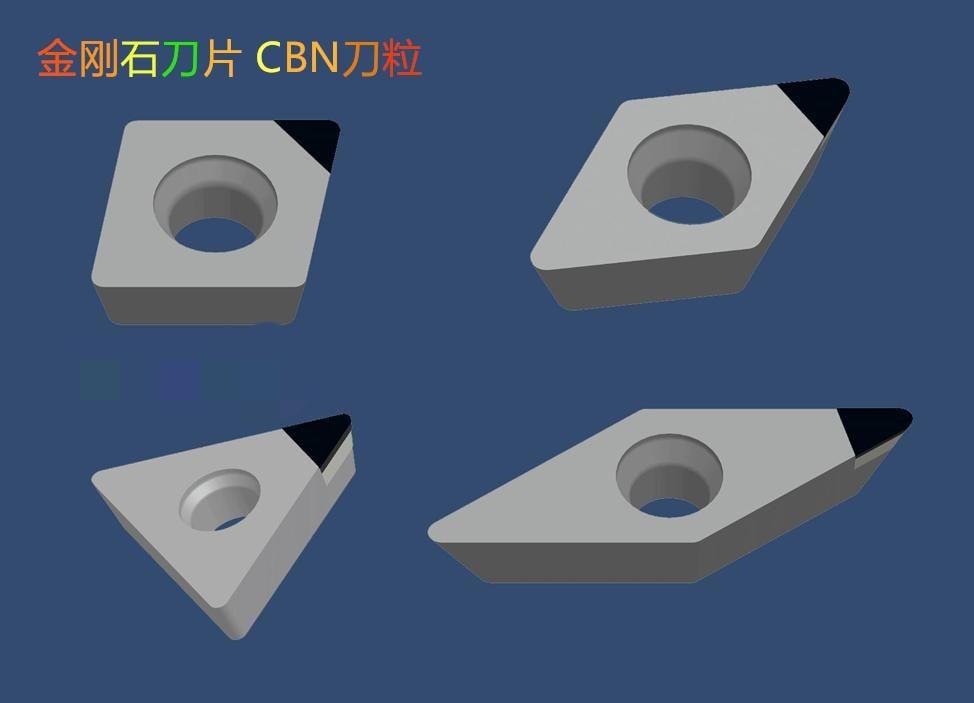
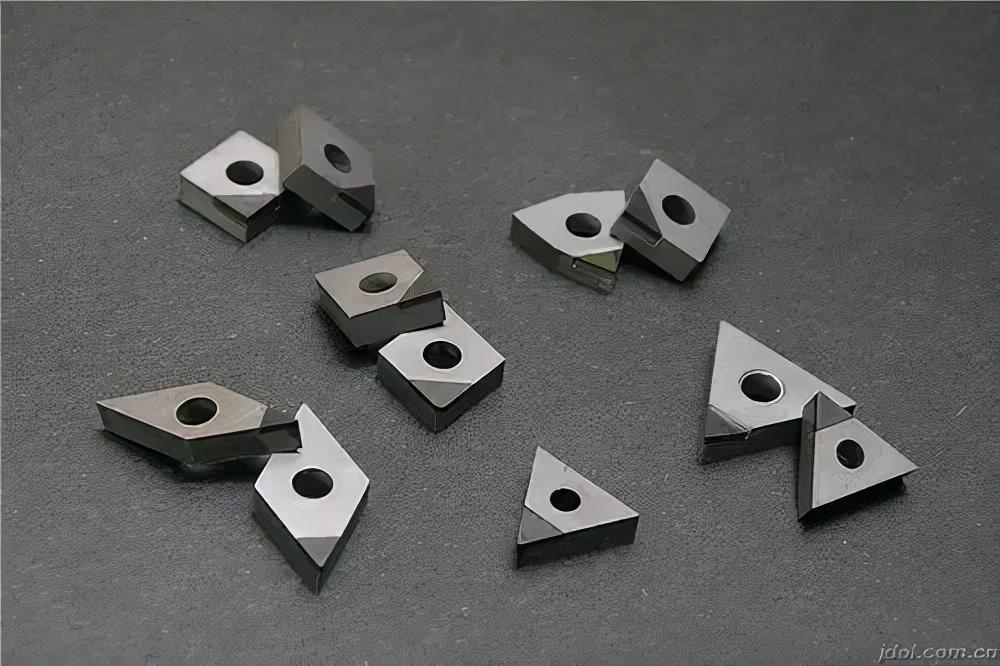
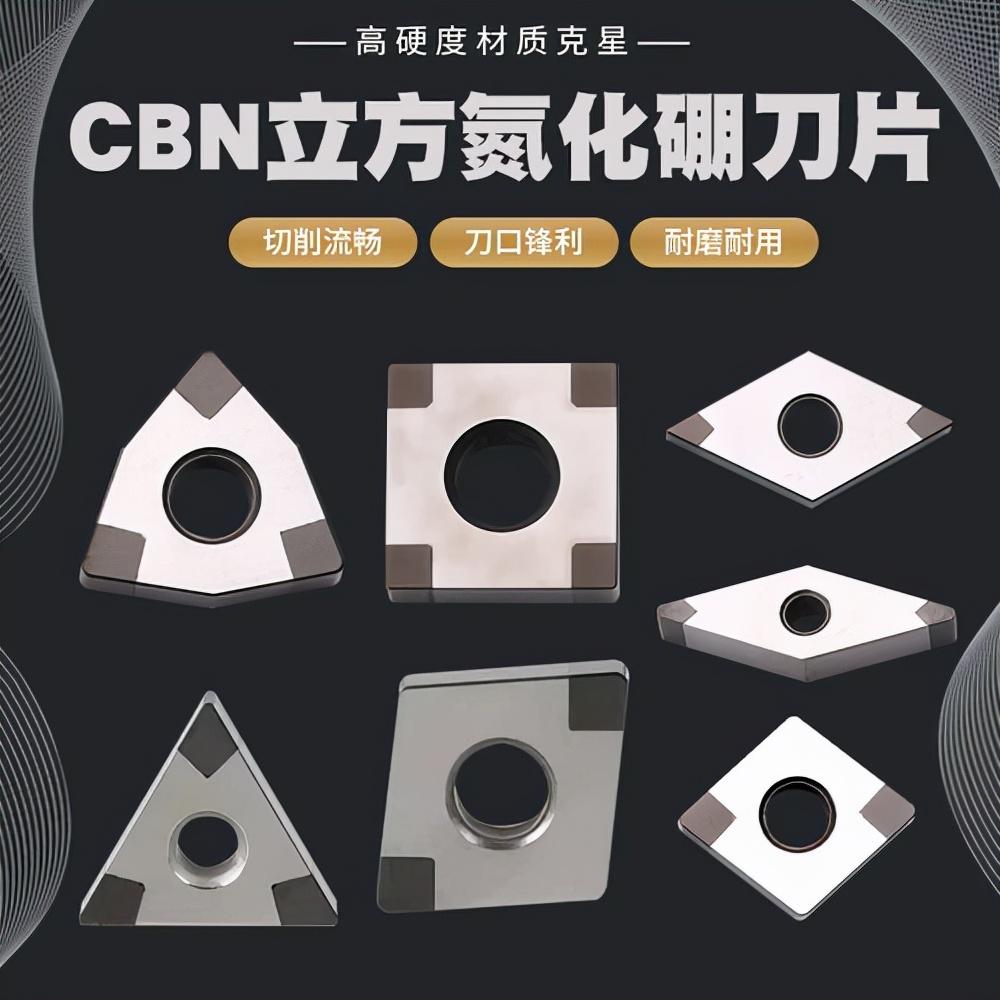
5. Kubicni boronski nitrid (CBN)
CBN je umjetno sinteziran visok tvrdoglavi materijal, s teškošću do 7300-9000HV. Njegova tvrdoglavina i otpora su druga samo dijamantima, a ima odličnu teškost visoke temperature. U usporedbi s alatima za rezanje keramike, otpornost topline i kemijske stabilnosti su malo gore, ali njezina utjecaja teškoća i antikvalizacija su bolja.
To se široko koristi za smanjenje tvrdog čelika (iznad 50HRC), perličnog sivog željeza, hladnog željeza i rasporeda visoke temperature. U usporedbi s oružjem za smanjenje teških sakata, brzina smanjenja može biti povećana naredbom veličine. PCBN (polikristalna kubična boronska nitrida) alata za rezanje visokog sadržaja CBN-a imaju veliku težinu, dobru otporu nosi, visoku kompresivnu snagu i dobru težinu utjecaja. Međutim, njihovi nedostatki su loša termalna stabilnost i niska kemijska inertnost, čineći ih odgovarajućim za rezanje težinskih slojeva, bacanje željeza i željeza na temelju potopljenih metala. Sadržaj čestica CBN-a u kompozitnim alatima rezanja PCBN-a je relativno nisko, a keramike se koriste kao vezače, što je rezultiralo nižem teškošću. Međutim, to kompenzira lošu termalnu stabilnost i nisku kemijsku inertnost PCBN-a s visokim sadržajem CBN-a, čineći odgovarajuću za rezanje teškog čelika. U području primjene rezanja željeza i čelika, alata za presjekanje keramike i alata za presjekanje CBN-a dostupni su za istodobnu izboru. Kada je suha oštećena čelika, cijena korištenja keramike Al2O3 je niža od PCBN materijala, jer keramički alati rezanja imaju dobru termalnu i kemijsku stabilnost, ali nisu toliko teške i teške kao alati rezanja PCBN-a. Keramički alati rezanja su bolji izbor kad smanjuje radne dijelove s teškošću ispod 60HRC-a i malih stopa hrane. Uređaji rezanja PCBN-a odgovaraju za situacije u kojima je težina rada veća od 60HRC, posebno za automatske i visoke precizne strojeve.
6. Polikristalni dijamant (PCD)
Kao najteži materijal za rezanje alata, PCD ima teškoću do 10000HV i najbolju otporu. Može se obraditi mekovim metalskim materijalima sa visokim brzom (1000m/min) i preciznostom. Ali osjetljivom je da se udara, lako slomiti, i ima jaku pristojnost za želje u feroškim metalima, što može lako izaizaizaći kemijskim reakcijama. Uglavnom se može koristiti samo za procesiranje neoferošnih dijelova, kao što su neoferošne metale i njihovi alloji, stične vlake, in žijerske keramike i teške dijelove, koji su izuzetno teške materijale.U redu.