English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

U posljednjih tri desetljeća, uglavnom korišćeno u oblasti mikelektrelektrelektroničkih dijela. U razvoju elektroničkih proizvoda prema miniaturizaciji se rastaje zahtje za mikrobarne elektroničke dijelove, a potrebe za proizvodnjom postaje sve preciznije. U skladu s razvojom elektroničkih proizvoda za miniaturizaciju, potreba za mikrobarne elektroničke dijelove rastaje, a potrebe za proizvodnjom i istraživanjem i istraživanjem i razvojom, želio bih razgovarati o oprostostostima u dizajnu mikrovprecizne hladne hladne proizvodnje.Nadam se da stari željezni radnici koji su zainteresovani za razvoj ovog polja neće poći pogrešno, a u is to vrijeme, tehnički lideri su dobrodošli učestvovati u našoj diskusiji kroz mikroblog mikro kako bi zajedno poboljšali tehnologiju hladne ekstruzije mikro preciznosti.
S obzirom na tehnologiju za hladnu eksprusaciju, još uvijek je hladna eksprusacija, ali je to mikro i veća precizna tehnologija za hladnu eksprusaciju. Stoga, naš proizvodnji proces još uvijek mora da se odnosi na proizvodnju obične hladne eksprusacije. tradicionalna hladna ekstrusacija smanjuje torte, dodajenje, fosfofofofofofizacije, komprusiranje, dodajenje, fosfozacije, potapavanje, potapavanje i odsječenje. tradicionalna hladna ekstrusacija ne može učiniti bez ovim procesovima. Međutim procesovima, mikroprecizna hladna ekstrusacija mora nastaviti ovi procesovi i precizno. Mikroelektronske precizne dijelove hladne ekstruzije mogu lako proizvesti milijune ili čak i desetine milijuna čestica po redovima. Ako još uvijek koristite tradicionalne metode opterećenja hladne ekstruzije za proizvodnju, vrijeme je da završite klasu ranije! Znači istraživanje i proizvodnja mikroprecizne hladne ekstruzijske tehnologije postalo je sve važnije, zato moramo razgovarati o tema mikroprecizne hladne ekstruzijske tehnologije.
U smijenju klističke hladne ekstruse molde treba uzeti u obziru svoju kontinualnu produktivnost, a uporabljena oprema je i brbrbrbrbrza udarajuće strojeve. Samo brbrbrza udarajuće strojeve mogu ispuniti velike potrebe za klijentima. odrasle molde u ovom trenutku održavaju brzinu od 260 puta u minutu, koja može i dalje ispispuniti potrebu najvećih klijenata. Brzina ne bi trebala biti prebrza. Ako brzina bude prebrza, brzina hlađenja udara ne može održati i šteštenje ulaza neće vrijedi gubjenja. Broj klijenata je prevelika, zato moramo otvoriti još nekoliko nastava.moldova! Ha-ha!
Dizajn mikropreciznih hladnih ekstrusijskih moldova treba uzeti u obzir njihovu kontinualnu produktivnost. embrija mora biti formirana u mnogim koracima unutar moldova, jer proizvodnja hladnih ekstrusija nije kao proizvodnja štampanja, a pritisak je vrlo visok, dostignući više od 2000MP. Stoga, kolone vodiča ne smiju biti previše mala ili previše manje. Kada se susrećujete s dizajnom proizvoda, morate u potpunosti razmotriti ovu tačku, in a če proizvodnja proizvoda će biti nestabilna na vrijeme i ne možete pronaći razlog. Godine iskustva
Najvažnija građevinska struktura u dizajnu hladne ekstruzije mikro preciznosti je kako se precizno hraniti. Ako metoda hrane nije precizna, ozbiljno će utjecati na stopu računa proizvoda. EMAR Hardware je u tom pogledu mnogo pogodila. Trenutno se koristi dva seta metoda hrane, a za ovu proizvodnju se primjenjuje patentno certifikat. Stoga nije prikladno otkriti više informacija kako bi se izbjegao dodirnuti liniju!
Dizajn mikropreciznih hladnih ekstruzijskih moldova još uvijek mora pratiti načela projektiranja hladnih ekstruzija. Bez obzira na konveks i konveks moldova, tok metal a mora biti lak, posebno dizajn metalnih mrtvih čvorova mora biti glatko. Ako se učinak ne može postići, može se podijeliti u višestruke dizajne kako bi postupno postigao željeni oblik. Ne dizajnirajte u jednom koraku, in a če će brzina štete udarca učiniti vašem popravniku čak umorniji od psa.
Lubrikacija je tako ključni faktor proizvodnje hladne ekstruzije mikro preciznosti, koji ozbiljno utječe na život mold a. EMAR hardver je napravio mnoge štete u istraživanju i proizvodnji. Na kraju, to su rješenja koje su predavali profesori istraživačkog instituta Šangaj Jiaotong Univerziteta koji su riješili te probleme s glavoboljom, u osnovi zamjenjivajući proces fosfatinga i saponifikacije lubrikacije. Sada je proizvodnja vrlo glatka. U tom smislu, stari ironi trebaju EMAR pomoći.
Stare irone, mogu spomenuti samo pitanja koje bi trebale primijetiti u dizajnu i proizvodnji hladnog ekstruzija mikro preciznosti umrijeti. Dobrodošli imati naređenja u ovom pogledu i koristiti EMAR hardver kako bi vam pomogli proizvoditi ili platiti patentnu naknadu za tehnologiju pruženu EMAR hardverom!
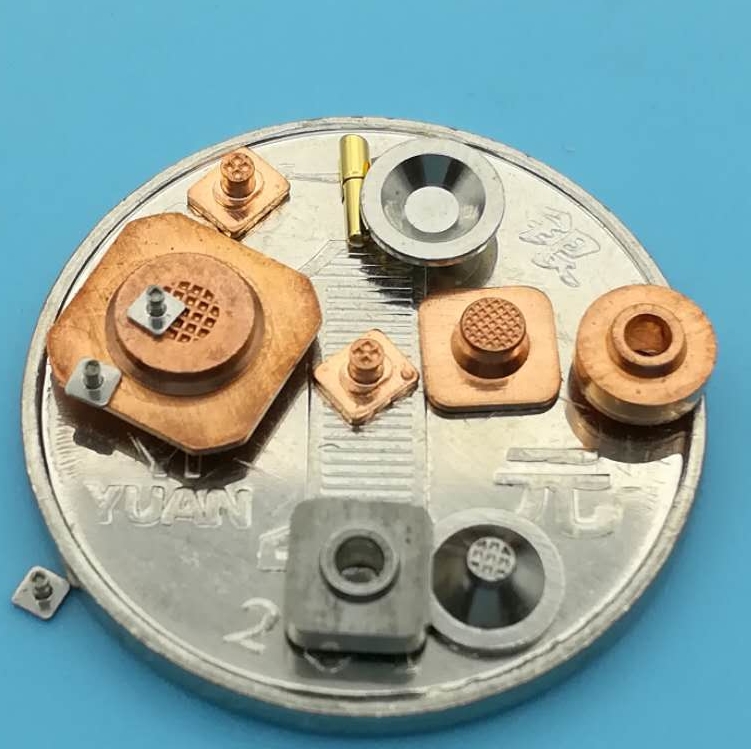
Postoje EMAR-ovi precizni snimci proizvodnje hladne ekstrusije, dobrodošli u posjetu!